 PCB
PCB FPC
FPC Rigid-Flex
Rigid-Flex FR-4
FR-4 HDI PCB
HDI PCB Rogers High-Frequency Board
Rogers High-Frequency Board PTFE Teflon High-Frequency Board
PTFE Teflon High-Frequency Board Aluminum
Aluminum Copper Core
Copper Core PCB Assembly
PCB Assembly LED light PCBA
LED light PCBA Memory PCBA
Memory PCBA Power Supply PCBA
Power Supply PCBA New Energey PCBA
New Energey PCBA Communication PCBA
Communication PCBA Industrial Control PCBA
Industrial Control PCBA Medical Equipment PCBA
Medical Equipment PCBA Testing Service
Testing Service PCBA Testing Service
PCBA Testing Service Certification Application
Certification Application RoHS Certification Application
RoHS Certification Application REACH Certification Application
REACH Certification Application CE Certification Application
CE Certification Application FCC Certification Application
FCC Certification Application CQC Certification Application
CQC Certification Application UL Certification Application
UL Certification Application Transformers, Inductors
Transformers, Inductors High Frequency Transformers
High Frequency Transformers Low Frequency Transformers
Low Frequency Transformers High Power Transformers
High Power Transformers Conversion Transformers
Conversion Transformers Sealed Transformers
Sealed Transformers Ring Transformers
Ring Transformers Inductors
Inductors Wires,Cables Customized
Wires,Cables Customized Network Cables
Network Cables Power Cords
Power Cords Antenna Cables
Antenna Cables Coaxial Cables
Coaxial Cables Net Position Indicator
Net Position Indicator Solar AIS net position indicator
Solar AIS net position indicator Capacitors
Capacitors Connectors
Connectors Diodes
Diodes Embedded Processors & Controllers
Embedded Processors & Controllers Digital Signal Processors (DSP/DSC)
Digital Signal Processors (DSP/DSC) Microcontrollers (MCU/MPU/SOC)
Microcontrollers (MCU/MPU/SOC) Programmable Logic Device(CPLD/FPGA)
Programmable Logic Device(CPLD/FPGA) Communication Modules/IoT
Communication Modules/IoT Resistors
Resistors Through Hole Resistors
Through Hole Resistors Resistor Networks, Arrays
Resistor Networks, Arrays Potentiometers,Variable Resistors
Potentiometers,Variable Resistors Aluminum Case,Porcelain Tube Resistance
Aluminum Case,Porcelain Tube Resistance Current Sense Resistors,Shunt Resistors
Current Sense Resistors,Shunt Resistors Switches
Switches Transistors
Transistors Power Modules
Power Modules Isolated Power Modules
Isolated Power Modules AC-DC Power Modules
AC-DC Power Modules DC-AC Module(Inverter)
DC-AC Module(Inverter) RF and Wireless
RF and WirelessPart VI: Wave Soldering - Formation and Application of Wave Dynamics Theory
Part VI: Wave Soldering - Formation and ApplICation of Wave Dynamics Theory
XII. Design of Solder Wave Shape and Its Impact on Wave Soldering Effect
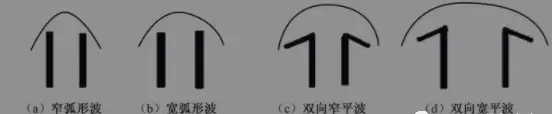
The greatest contribution of solder wave dynamics lies in providing theoretical guidance and a basis for designing the shape of solder waves. The nozzle contour controls the shape of the solder wave, thereby controlling the dynamics of the solder wave. Currently, various shapes of solder waves are popular in wave soldering systems worldwide (as shown in the diagram below), and each design claims to have optimal solder wave dynamics characteristics. Here, we select a few of the most representative waveforms and initially analyze their characteristics from the perspective of solder wave dynamics.
Narrow Arc Wave: As shown in (a) below, this was a commonly used solder waveform in the early stages of wave soldering process development. The nozzle structure that forms this wave is relatively simple. Due to the narrow wave peak and insufficient heat supply, production efficiency is low, and pulling and bridging are prone to occur during soldering. A typical application case of this waveform is the world's first industrial wave soldering machine developed by Fry's Metal in the UK. Its main operating parameters are: maximum wave height of 12.7mm, maximum nozzle outlet height above the liquid suRFace of 19.1mm, depth of the PCB substrate pressed into the wave peak of 0.8mm, and maximum PCB substrate conveyor speed during soldering of 120cm/min. Clearly, its production efficiency is very low. The only way to improve the thermal characteristics of the solder wave and increase production efficiency is to increase the wave width, leading to the emergence of the wide arc wave.
Wide Arc Wave: As shown in (b) below. To increase the wave width for the arc wave nozzle structure, it can only be achieved by increasing the pump's thrust. Excessively high rotational speed or excessive driving torque of the pump's drive system not only easily leads to increased wear on rotating parts and complicates the structure but also exacerbates the transition of solder fluid to turbulence, worsening wave stability and accelerating solder oxidation, which is undesirable.
Bidirectional Flat Wave: To increase the wave width without increasing the rotational speed and torque of the wave drive system, nozzle structures as shown in (c) and (d) below were designed. The bidirectional wide flat wave overcomes the shortcomings of the arc wave. This waveform has a distinct region at the top where the velocity is zero, which is very beneficial for eliminating pulling and bridging. Moreover, through the action of the expansion plate, the wave width can be made very wide, reaching 80mm on some models, significantly improving production efficiency. Therefore, the bidirectional wide flat wave is still widely used in many current models.
Asymmetric Bidirectional Wide Flat Wave: The symmetric bidirectional wide flat wave shown in (c) and (d) above has symmetric bidirectional flow division with equal flow velocities. When the PCB enters the wave peak, due to the flow resistance of the substrate, the surface flow velocity in the direction opposite to the PCB conveyor slows down, the boundary layer thickens, the zero-velocity zone narrows and becomes blurred, and the PCB exit point from the wave peak is difficult to control. Macroscopically, this results in a weak scrubbing effect on the PCB, which is unfavorable for eliminating pulling and bridging. To enhance its reverse scrubbing effect and further suppress pulling and bridging, the waveform needs to be designed as an asymmetric bidirectional wide flat wave, as shown in Figures 2.14 (g), (h), and (i) below. This increases the flow rate and velocity of the fluid in the direction opposite to the PCB, not only significantly enhancing the scrubbing effect on the PCB but also facilitating accurate adjustment of the position of the zero-velocity zone to coincide with the PCB exit point, thereby ensuring the optimal conditions required during the soldering process. The most representative waveforms are:
(1) Z-shaped Wave: The Z-shaped wave is an improved design by the US company Hollis to reduce defects such as solder bridging and pulling (Hollis patent). The specific method involves increasing the width of the wave surface, using an inclined conveyor belt, and adopting oil-mixed solder waves. However, due to issues such as odor emission and smoke exhaust from the oil, later improvements were made towards a dry Z-shaped wave (without oil), as shown in (i) below.
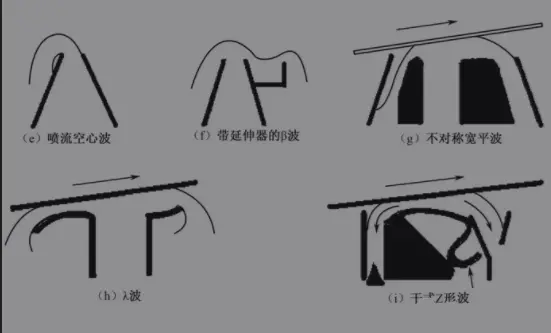
(2) λ-shaped Wave: The standard λ-shaped wave, shown in the diagram below, is a patented technology of US company Electrovert. It is effective in reducing pulling and bridging and does not require oil blending. This waveform is designed using the interrelationship between thermodynamics and fluid mechanics. As seen in the diagram below, the PCB begins to come into contact with the wave peak under force at a high-speed point, so the scrubbing effect of the solder is also optimal. By placing a baffle in front of the nozzle to control the shape of the wave peak, the velocity characteristics of the wave peak are also controlled, forming a large area with a relative velocity of zero in front of the nozzle. Therefore, when using a conveyor with a wide adjustable range of inclination angles, it is more convenient to control the detachment of the PCB at the point on the wave peak where the relative velocity is zero. The post-heat effect produced by the molten liquid solder immediately behind it allows the surface tension of the solder at the detachment point to maintain a minimum level for sufficient time, which helps reduce solder pulling at the solder joints. It is claimed that with this nozzle, even when the conveyor speed exceeds 6m/min, successful wave soldering without pulling can be achieved, with a maximum wave height of up to 12.7mm.
Part V: Wave Soldering - Formation and Application of Wave Dynamics Theory
Part IV: The formation and application of wave soldering wave dynamics theory
Part III:Wave Soldering - Formation and Application of Wave Dynamics Theory