 PCB
PCB FPC
FPC Rigid-Flex
Rigid-Flex FR-4
FR-4 HDI PCB
HDI PCB Rogers High-Frequency Board
Rogers High-Frequency Board PTFE Teflon High-Frequency Board
PTFE Teflon High-Frequency Board Aluminum
Aluminum Copper Core
Copper Core PCB Assembly
PCB Assembly LED light PCBA
LED light PCBA Memory PCBA
Memory PCBA Power Supply PCBA
Power Supply PCBA New Energey PCBA
New Energey PCBA Communication PCBA
Communication PCBA Industrial Control PCBA
Industrial Control PCBA Medical Equipment PCBA
Medical Equipment PCBA Testing Service
Testing Service PCBA Testing Service
PCBA Testing Service Certification Application
Certification Application RoHS Certification Application
RoHS Certification Application REACH Certification Application
REACH Certification Application CE Certification Application
CE Certification Application FCC Certification Application
FCC Certification Application CQC Certification Application
CQC Certification Application UL Certification Application
UL Certification Application Transformers, Inductors
Transformers, Inductors High Frequency Transformers
High Frequency Transformers Low Frequency Transformers
Low Frequency Transformers High Power Transformers
High Power Transformers Conversion Transformers
Conversion Transformers Sealed Transformers
Sealed Transformers Ring Transformers
Ring Transformers Inductors
Inductors Wires,Cables Customized
Wires,Cables Customized Network Cables
Network Cables Power Cords
Power Cords Antenna Cables
Antenna Cables Coaxial Cables
Coaxial Cables Net Position Indicator
Net Position Indicator Solar AIS net position indicator
Solar AIS net position indicator Capacitors
Capacitors Connectors
Connectors Diodes
Diodes Embedded Processors & Controllers
Embedded Processors & Controllers Digital Signal Processors (DSP/DSC)
Digital Signal Processors (DSP/DSC) Microcontrollers (MCU/MPU/SOC)
Microcontrollers (MCU/MPU/SOC) Programmable Logic Device(CPLD/FPGA)
Programmable Logic Device(CPLD/FPGA) Communication Modules/IoT
Communication Modules/IoT Resistors
Resistors Through Hole Resistors
Through Hole Resistors Resistor Networks, Arrays
Resistor Networks, Arrays Potentiometers,Variable Resistors
Potentiometers,Variable Resistors Aluminum Case,Porcelain Tube Resistance
Aluminum Case,Porcelain Tube Resistance Current Sense Resistors,Shunt Resistors
Current Sense Resistors,Shunt Resistors Switches
Switches Transistors
Transistors Power Modules
Power Modules Isolated Power Modules
Isolated Power Modules AC-DC Power Modules
AC-DC Power Modules DC-AC Module(Inverter)
DC-AC Module(Inverter) RF and Wireless
RF and WirelessPart V: Wave Soldering - Formation and Application of Wave Dynamics Theory
Part V: Wave Soldering - Formation and ApplICation of Wave Dynamics Theory
Section 9: Determination of the Optimal Entry Angle (Inclination Angle) Range
Entering at a certain angle can also reduce the size of the boundary layer, with the core principle being the alteration of fluid velocity. Figure 2.12 illustrates the changes in fluid velocity as it enters the working section. The length of the arrowed line segments in the diagram indicates the velocity magnitude at each point, while the direction of the arrows represents the flow direction. As the fluid slides down along the nozzle, its velocity gradually increases, and the angle between its direction and the horizontal also becomes larger. When the PCB enters, the inclination angle increases from α1 to α2, shifting the working section where the PCB cuts into the wave peak from the low-speed A-A segment to the high-speed A′-A′ segment. Obviously, the effect of changing the inclination angle is identical to that of altering the fluid velocity, and thus no further analysis is needed here.
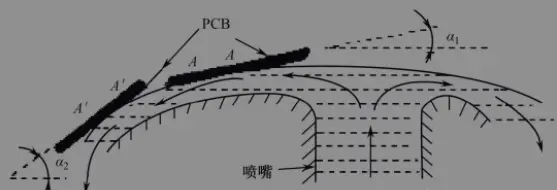
Impact of Inclination Angle on Wave Soldering Effectiveness
Relevant research reports indicate that the friction characteristic of the solder during wave soldering is approximately 3°. Therefore, setting the conveyor inclination angle at 4° to 9° allows the solder to better peel off the PCB suRFace and return to the wave peak. Based on comprehensive experimental analysis, it is generally believed that an inclination angle of 6° to 7° is optimal.
Section 10: Relationship Between Wave Height and Wave Pressure, and Their Impact on Wave Soldering Effectiveness
The wave height depends on the pressure that the pump can generate. In other words, the higher the wave, the greater the pressure required from the pump. Pressure is generally proportional to the square of the fluid velocity within the pump, so as pressure increases, velocity increases more rapidly. An increase in the Reynolds number may cause the fluid to enter a turbulent state, leading to wave instability and an increase in pressure on the wave peak. When the wave height is low, the fluid velocity within the pump is slow and laminar, resulting in a stable wave peak with little fluctuation and consequently lower pressure on the wave peak.
The relationship between wave height, solder flow velocity, and pressure is illustrated in the diagram below.
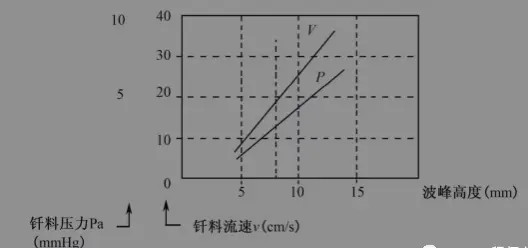
For example, when the wave height is 10mm, the jet pressure of the wave peak on the PCB is approximately 4.78 mmHg, with a flow velocity of 26.6 cm/s. When the wave height is 8mm, the jet pressure drops to 2.45 mmHg, and the flow velocity is 19.0 cm/s. Some believe that the higher the wave jet pressure, the better, which is incorrect, as excessive pressure can cause the solder to jet onto non-soldered surfaces of the PCB. Meanwhile, according to welding principles, welding primarily relies on the wetting action of the solder on the base metal and capillary action to form a joint, and joints formed through such a metallurgical process are the most reliable. While appropriate jet pressure can accelerate wetting, attempting to fill welds by increasing jet pressure may obscure incompletely wetted welds, making them difficult to detect and leaving potential issues. From the perspective of solder wave dynamics, the optimal working height of the solder wave is 6 to 7 mm.
Section 11: Basis for Selecting the Optimal Volume of the Solder Bath
There are diverse opinions on the selection of the solder bath volume. Some argue that the larger the volume, the better, while others claim the opposite. These views are one-sided. In fact, for a certain wave width and breadth, there corresponds an optimal volume, determined by the dynamics of the solder wave. When designing the volume of the solder bath, the first step is to determine the solder circulation coefficient of the solder bath based on fluid dynamics analysis. The solder circulation coefficient can be defined as:
Solder Circulation Coefficient = Mass of solder above the liquid surface / Total mass of solder in the bath
The value of this coefficient varies with different machine designs, and it is confidential among manufacturers in design calculations. The value of the solder circulation coefficient directly affects the overall performance of the solder wave generator. For example, when the shape and structure of the solder wave have been set, i.e., when the mass of solder above the liquid surface during operation is known, the size of the solder circulation coefficient determines the volume of the solder bath.
The smaller the coefficient, the larger the volume. The advantages of a large volume include high thermal capacity, small temperature fluctuations during operation, small liquid surface fluctuations, and easy wave stability. However, this can lead to high solder consumption, high power consumption, and difficulty in achieving dynamic balance in impurity metal concentration during operation, resulting in the accumulation of metallic impurities and easily creating dead zones for deposition and segregation phases, leading to uneven distribution of solder composition within the bath. When metallic impurities accumulate to the allowable limit, the entire bath of solder must be replaced, causing greater losses.
Conversely, when the coefficient is too large, the volume of the solder bath is small, and the situation is the opposite of the above. Therefore, during design calculations, a compromise is generally made between these two extreme cases, with values selected based on overall design and economic requirements to optimize the final combined effect and performance. Thus, it cannot be unilaterally stated that a large volume is better or a small volume is better.
Part IV: The formation and application of wave soldering wave dynamics theory
Part III:Wave Soldering - Formation and Application of Wave Dynamics Theory