 PCB
PCB FPC
FPC Rigid-Flex
Rigid-Flex FR-4
FR-4 HDI PCB
HDI PCB Rogers High-Frequency Board
Rogers High-Frequency Board PTFE Teflon High-Frequency Board
PTFE Teflon High-Frequency Board Aluminum
Aluminum Copper Core
Copper Core PCB Assembly
PCB Assembly LED light PCBA
LED light PCBA Memory PCBA
Memory PCBA Power Supply PCBA
Power Supply PCBA New Energey PCBA
New Energey PCBA Communication PCBA
Communication PCBA Industrial Control PCBA
Industrial Control PCBA Medical Equipment PCBA
Medical Equipment PCBA Testing Service
Testing Service PCBA Testing Service
PCBA Testing Service Certification Application
Certification Application RoHS Certification Application
RoHS Certification Application REACH Certification Application
REACH Certification Application CE Certification Application
CE Certification Application FCC Certification Application
FCC Certification Application CQC Certification Application
CQC Certification Application UL Certification Application
UL Certification Application Transformers, Inductors
Transformers, Inductors High Frequency Transformers
High Frequency Transformers Low Frequency Transformers
Low Frequency Transformers High Power Transformers
High Power Transformers Conversion Transformers
Conversion Transformers Sealed Transformers
Sealed Transformers Ring Transformers
Ring Transformers Inductors
Inductors Wires,Cables Customized
Wires,Cables Customized Network Cables
Network Cables Power Cords
Power Cords Antenna Cables
Antenna Cables Coaxial Cables
Coaxial Cables Net Position Indicator
Net Position Indicator Solar AIS net position indicator
Solar AIS net position indicator Capacitors
Capacitors Connectors
Connectors Diodes
Diodes Embedded Processors & Controllers
Embedded Processors & Controllers Digital Signal Processors (DSP/DSC)
Digital Signal Processors (DSP/DSC) Microcontrollers (MCU/MPU/SOC)
Microcontrollers (MCU/MPU/SOC) Programmable Logic Device(CPLD/FPGA)
Programmable Logic Device(CPLD/FPGA) Communication Modules/IoT
Communication Modules/IoT Resistors
Resistors Through Hole Resistors
Through Hole Resistors Resistor Networks, Arrays
Resistor Networks, Arrays Potentiometers,Variable Resistors
Potentiometers,Variable Resistors Aluminum Case,Porcelain Tube Resistance
Aluminum Case,Porcelain Tube Resistance Current Sense Resistors,Shunt Resistors
Current Sense Resistors,Shunt Resistors Switches
Switches Transistors
Transistors Power Modules
Power Modules Isolated Power Modules
Isolated Power Modules AC-DC Power Modules
AC-DC Power Modules DC-AC Module(Inverter)
DC-AC Module(Inverter) RF and Wireless
RF and WirelessPart III:Wave Soldering - Formation and Application of Wave Dynamics Theory
Part III: Wave Soldering - Formation and ApplICation of Wave Dynamics Theory
Section Five: SuRFace Tension of Molten Solder After Dual-Wave Peak
To understand how dual-wave nozzles minimize solder joint protrusion, it is crucial to first comprehend the phenomenon of surface tension and its relationship with wetting. When surface tension fails to wet a surface, it causes the molten solder to form into small spheres. Surface tension controls the wetting condition of a liquid on a surface, thereby controlling how the solder wets the flux-coated base metal surface. In the diagram below, you can see the PCB passing through a dual-wave peak. The solder has wetted the copper foil surface of the PCB and is being dragged out from the wave peak to form a thin layer. The size of this thin layer is controlled by several factors, such as the surface tension of the solder, the velocity characteristics at the point where the wave peak contacts the thin layer of solder, and the mass of the molten solder thin layer at that point.
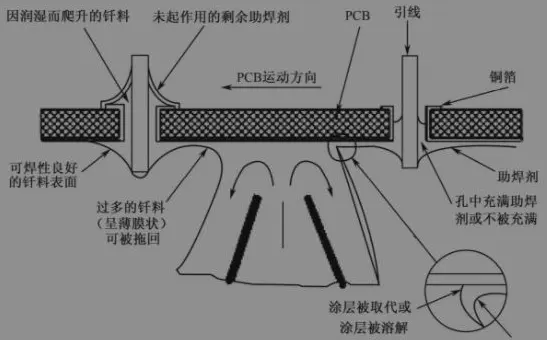
The larger the thin layer's area, the more difficult it is for the surface tension of the molten solder wave peak to drag excess solder back into the wave peak. When the size of the thin layer reaches a certain limit, surface tension will separate them. If excess solder is not dragged back into the wave peak at this point, solder joint protrusion will form. From this very simplified model, it can be seen that our goal is to minimize the area of the thin layer of solder. The methods adopted are as follows:
● Altering the surface tension effect of the solder;
● Changing the velocity characteristics of the wave peak at the point where the thin layer of solder is produced.
There are many ways to achieve the above goals. The surface tension of the solder is affected by its temperature. Higher temperatures reduce surface tension, but increased temperatures intensify the oxidation of the molten solder surface, thereby increasing its surface tension. Therefore, increasing the temperature does not significantly improve the surface tension of the solder. Injecting oil onto the solder wave peak can reduce surface tension.
Using an inclined conveyor can also reduce the size of the thin layer of solder. Therefore, tilting the conveyor at a certain angle will help strip the solder faster, causing it to return to the wave peak. Another method is to widen the wave peak. When using an inclined conveyor, a wide wave peak allows the PCB to leave the vicinity of the wave peak where the relative velocity is zero, giving surface tension sufficient time to completely drag the excess solder in the thin layer back into the wave peak.
Section Six: Physical and Chemical Processes in Wave Soldering
The contact process between the PCB and the wave peak in wave soldering can be roughly divided into three wave zones based on differences in their operational principles, as shown in the diagram below.
1、Wave Entry Point (A)
The initial entry point of the PCB into the wave peak, as shown in the partial enlargement of Point A in the diagram below. Since the PCB moves in the opposite direction to the flow of the solder, the velocity difference at this point is maximum. Therefore, the turbulent flushing action at this point is maximum. This action removes the preheated mixture of flux and rust film residue from the base metal surface to allow direct contact between the solder and the base metal on the PCB. When the wetting temperature is reached, wetting occurs immediately. If the wire surface is coated with a flux protective layer before wave soldering, the turbulent action of the solder fluid will help wash away these surfaces. When the surface is plated with a fusible alloy such as tin-lead solder or pure tin, this principle manifests as a melting-flushing combination effect. For soluble coatings like Ag or Au, this principle manifests as a dissolution-flushing combination effect.
2、Heat Exchange Zone (A-B)
The area where the PCB is immersed in the solder wave peak, as shown in the diagram below between the entry and exit points, is the heat exchange zone. It applies heat and solder to the PCB pads, holes, and component leads. The greater the heat absorption in the welded area, the longer the immersion time in molten solder required to reach the wetting temperature. Therefore, the PCB must be immersed in the solder wave peak for a sufficient duration for the surface energy at the wetting temperature to adsorb the molten solder alloy onto the base metal surface, thereby forming well-filled solder joints.
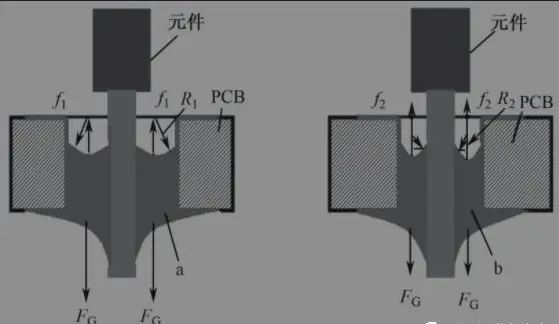
3、Wave Exit Point (B)
The point where the PCB exits from the solder wave peak, as shown in the partial enlargement on the right (B) in the diagram below, is commonly referred to as the stripping zone. To understand the role of this wave zone, let's briefly analyze the various forces acting on the molten solder filling the solder joints, as shown in the diagram. The surface energy expressed in wetting form will retain the solder in the solder joints, while gravity FG (or the mass of the solder) will try to pull the solder downward. The balance between these forces indicates the necessity of adopting an appropriate ratio of hole diameter to wire diameter, which also depends on solderability. To achieve a balanced state of these forces in the exit zone, the exit point must be located where the solder wave and the PCB are relatively stationary. This can be ensured by matching the speed of the PCB's exit as accurately as possible to the retreating wave speed.
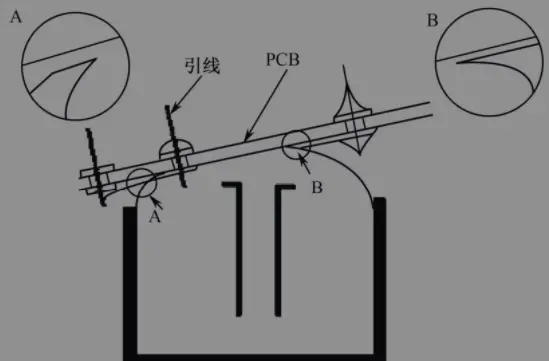
The PCB passes through three wave zones of the solder wave peak:
The forces acting on the liquid solder in the filled solder joint are FG (gravity), f1 and f2 (surface tensions in holes a and b), and R1 and R2 (radii of curvature of the concave surfaces wetted by the solder in holes a and b).
Part I: Formation and Application of the Theory of Wave Soldering Dynamics
Part II: The formation and application of wave soldering wave dynamics theory