 PCB
PCB FPC
FPC Rigid-Flex
Rigid-Flex FR-4
FR-4 HDI PCB
HDI PCB Rogers High-Frequency Board
Rogers High-Frequency Board PTFE Teflon High-Frequency Board
PTFE Teflon High-Frequency Board Aluminum
Aluminum Copper Core
Copper Core PCB Assembly
PCB Assembly LED light PCBA
LED light PCBA Memory PCBA
Memory PCBA Power Supply PCBA
Power Supply PCBA New Energey PCBA
New Energey PCBA Communication PCBA
Communication PCBA Industrial Control PCBA
Industrial Control PCBA Medical Equipment PCBA
Medical Equipment PCBA Testing Service
Testing Service PCBA Testing Service
PCBA Testing Service Certification Application
Certification Application RoHS Certification Application
RoHS Certification Application REACH Certification Application
REACH Certification Application CE Certification Application
CE Certification Application FCC Certification Application
FCC Certification Application CQC Certification Application
CQC Certification Application UL Certification Application
UL Certification Application Transformers, Inductors
Transformers, Inductors High Frequency Transformers
High Frequency Transformers Low Frequency Transformers
Low Frequency Transformers High Power Transformers
High Power Transformers Conversion Transformers
Conversion Transformers Sealed Transformers
Sealed Transformers Ring Transformers
Ring Transformers Inductors
Inductors Wires,Cables Customized
Wires,Cables Customized Network Cables
Network Cables Power Cords
Power Cords Antenna Cables
Antenna Cables Coaxial Cables
Coaxial Cables Net Position Indicator
Net Position Indicator Solar AIS net position indicator
Solar AIS net position indicator Capacitors
Capacitors Connectors
Connectors Diodes
Diodes Embedded Processors & Controllers
Embedded Processors & Controllers Digital Signal Processors (DSP/DSC)
Digital Signal Processors (DSP/DSC) Microcontrollers (MCU/MPU/SOC)
Microcontrollers (MCU/MPU/SOC) Programmable Logic Device(CPLD/FPGA)
Programmable Logic Device(CPLD/FPGA) Communication Modules/IoT
Communication Modules/IoT Resistors
Resistors Through Hole Resistors
Through Hole Resistors Resistor Networks, Arrays
Resistor Networks, Arrays Potentiometers,Variable Resistors
Potentiometers,Variable Resistors Aluminum Case,Porcelain Tube Resistance
Aluminum Case,Porcelain Tube Resistance Current Sense Resistors,Shunt Resistors
Current Sense Resistors,Shunt Resistors Switches
Switches Transistors
Transistors Power Modules
Power Modules Isolated Power Modules
Isolated Power Modules AC-DC Power Modules
AC-DC Power Modules DC-AC Module(Inverter)
DC-AC Module(Inverter) RF and Wireless
RF and WirelessTombstoning in QFP and QFN Devices: A Comprehensive Analysis of Process-Independent Causes Beyond Pad Design
2026-01-10
Tombstoning, also known as "drawbridging" or "skewing," is a prevalent and frustrating defect in suRFace mount technology (SMT) assembly, particularly affecting quad flat packages (QFPs) and quad flat no-leads (QFNs) devices. While it is widely acknowledged that asymmetric pad designs—where the thermal mass or geometry of opposing pads differs—are a primary root cause, focusing solely on the layout ignores a vast landscape of process-related variables that can trigger this phenomenon. In high-volume manufacturing, where board designs are often fixed and optimized, tombstoning typically arises from subtle imbalances in the assembly process itself. This article delves into the critical process factors—spanning solder paste printing, component placement, reflow profile, and equipment maintenance—that contribute to tombstoning, providing a detailed roadmap for defect resolution.
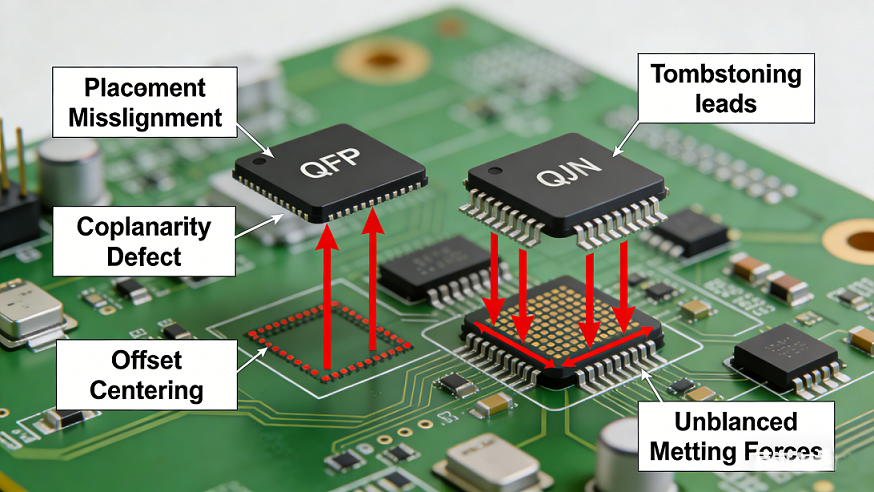
To understand how process factors induce tombstoning, one must first revisit the physics of the defect. Tombstoning occurs during the liquidous phase of reflow when one end of a component (Termination A) wets to the pad and pulls the component terminal upward, while the opposite end (Termination B) remains unwetted or detaches. This creates a torque around the wetted end, causing the component to pivot and stand vertically on the pad. The driving force is surface tension. When Termination A makes contact with molten solder, the high surface tension of the liquid solder pulls the component into the pad. If Termination B is delayed in wetting—even by a fraction of a second—the torque generated by Termination A can overcome the friction and gravity holding the component flat, resulting in the tombstone effect. Therefore, any process variable that creates a differential in the time-to-wetting (Δt) between the two ends of the component is a potential culprit.
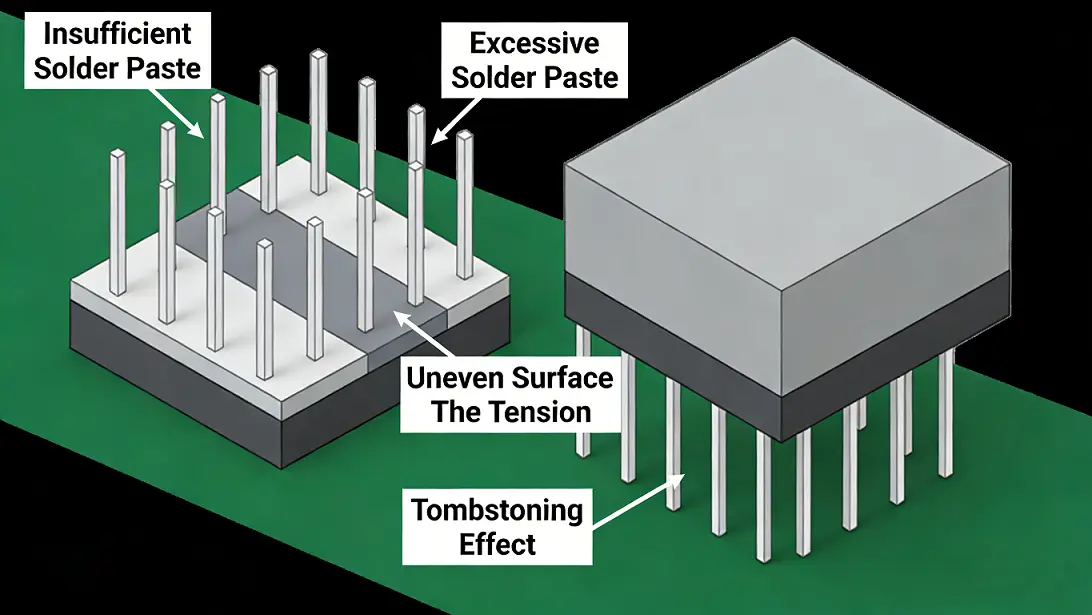
The first critical process stage to examine is solder paste printing. While the volume of paste is often the focus, the consistency and uniformity of the deposit are equally vital. Uneven printing can lead to what is known as "paste height differential." If, for example, the stencil aperture for one end of a QFN is slightly clogged or the wiper pressure is uneven, the volume of paste on one pad might be significantly higher than on the opposite pad. During reflow, the pad with more paste has a higher thermal mass. It requires more heat energy to melt the solder fully compared to the pad with less paste. Consequently, the pad with less paste melts first. The surface tension forces from this molten end act immediately, pulling the component, while the other end is still in a solid state. This thermal delay is often sufficient to initiate the tombstoning rotation. Furthermore, paste "smearing" or "bridging" under the body of the component can cause localized heating variations or physical obstructions that disrupt the self-alignment forces, exacerbating the issue.
Closely linked to volume is the print quality of the paste's geometry. Solder paste that is printed with a slump or an irregular shape (often due to poor stencil release or old paste) may not provide a consistent contact surface. For QFNs, which have exposed thermal pads, the interaction between the side termination paste and the central pad paste is complex. If the stencil is not cleaned frequently enough, aperture blocking can occur randomly across the board. A QFP with 100 pins might experience a tombstone on pin 14 simply because the aperture for pin 14 was partially blocked that specific cycle, altering the paste volume and wetting dynamics for that single component. Thus, maintaining a high-quality print process with minimal variation in deposit volume is paramount to preventing this defect.
Following printing, the component placement (pick-and-place) process introduces its own set of tombstoning risks. The most obvious is placement accuracy. If a component is placed off-center or rotated on the pad, the solder paste is compressed unevenly. This off-kilter placement disrupts the balance of surface tension forces. When the solder melts, the self-centering force is strongest on the side where the component has the most contact with the molten paste. If the placement is skewed, one side may anchor faster than the other, creating the necessary torque for tombstoning. However, a subtler placement factor is "z-axis" force and speed. If the placement head applies excessive downward force ("scrubbing" the component), it can push the solder paste out from under one end of the terminal, leaving an insufficient amount of paste to form a reliable joint. Conversely, if the component is "tossed" onto the board with high speed, it may bounce or slide, ending up in a precarious position just before the reflow oven.
For QFNs, the relationship between the side terminations and the central ground pad is particularly sensitive during placement. If the pick-and-place machine applies too much pressure, the component body can sink into the paste on the central thermal pad. This sinking can cause the side terminations to lift slightly off their respective pads, breaking the initial contact. When the board enters the reflow oven, the component may "float" on the molten central pad paste. As the side terminations attempt to wet, the component is free to rotate, often resulting in tombstoning or bridging between the side leads and the central pad. Therefore, optimizing the placement force (soft land) and ensuring the coplanarity of the component itself are critical process controls.
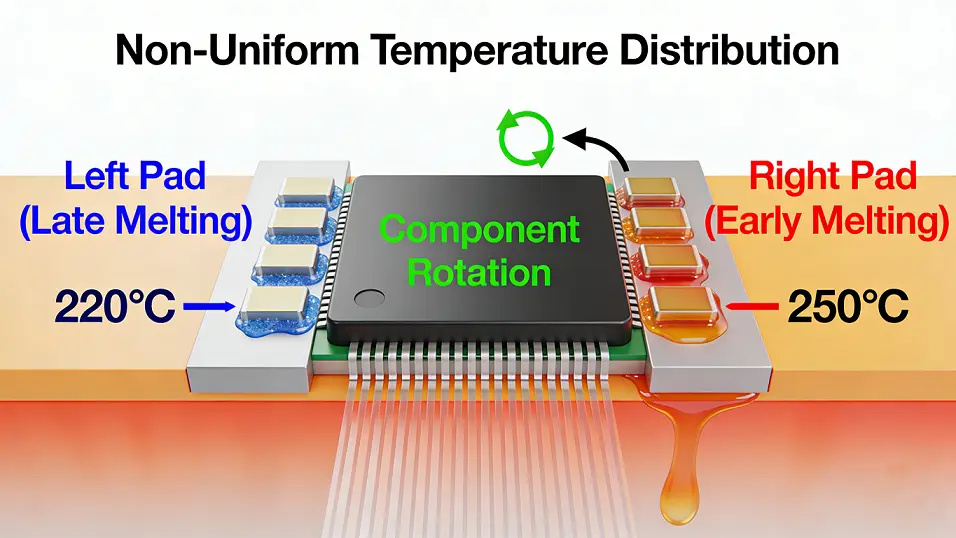
The reflow soldering profile is arguably the most significant process variable influencing tombstoning. The rate of temperature increase (ramp-up) and the soak (thermal equilibrium) zone are designed to ensure that the entire assembly reaches a uniform temperature before the solder melts. A common mistake is an overly aggressive ramp-up rate. If the board heats up too quickly, components with high thermal mass (like large QFPs or connectors) cannot keep pace with the PCB substrate. This creates a "thermal lag." The PCB heats up, causing the solder paste on the pads to melt, but the component leads, still cold, suck the heat out of the solder, potentially causing it to resolidify or delaying its wetting. More importantly, if the board is not allowed to reach thermal equilibrium in the soak zone, temperature gradients will exist across the component body. One end of the component might be 5°C hotter than the other due to its position relative to the oven's heating elements or airflow. A 5°C difference is often enough to create a noticeable Δt in melting points, leading to tombstoning.
The peak temperature and time above liquidous (TAL) are also critical. If the peak temperature is too low, the solder paste may not activate fully, or the wetting may be sluggish. Sluggish wetting gives the component more time to react to minor surface tension imbalances. Conversely, if the TAL is too short, the self-alignment process may not complete before the solder begins to cool and solidify. For lead-free solders (SAC alloys), which have higher surface tension than traditional SnPb, these effects are magnified. The higher surface tension of SAC creates a stronger "pull" force during wetting. While this aids self-alignment, it also creates a more powerful torque for tombstoning if the wetting is asynchronous. Therefore, the reflow profile must be tuned to ensure rapid, uniform activation of the flux and melting of the solder across the entire component footprint.
Vapor phase reflow or convection oven airflow patterns can also induce tombstoning. In convection ovens, laminar airflow can sometimes cool one side of the board preferentially. If the conveyor belt speed is not synchronized with the airflow, or if the board support fixtures (pallets) are causing uneven heat absorption, thermal shadows can form. A QFN located in a thermal shadow will experience slower heating. Furthermore, the flux volatilization process must be managed. If the flux volatilizes too quickly (blowout), it can physically lift the component off the pad. If it volatilizes too slowly, it may not clean the oxide layer effectively, leading to non-wetting on one side.
The condition of the equipment itself plays a hidden role in tombstoning. For instance, in the reflow oven, worn or misaligned conveyor belts can cause the board to tilt or bounce as it travels through the hot zone. A tilted board experiences uneven heating. Similarly, in the placement machine, worn nozzles can cause the component to be released at a slight angle. If the nozzle vacuum is not released cleanly, the component might "stick" to the nozzle momentarily and then drop, landing off-kilter. Regular maintenance of the placement nozzles, ensuring they are free from solder paste residue and vacuum leaks, is essential. Additionally, the feeder systems must be checked for tape peel force. If the cover tape is not peeled back cleanly, it can drag the component or deposit adhesive residue on the leads, inhibiting wetting on one side.
Solder paste material properties are another key factor. The flux chemistry dictates the wetting speed. Paste with a flux that activates late in the profile may not clean the pads sufficiently before the solder melts, leading to inconsistent wetting. The metal particle size (Type 3 vs. Type 4 vs. Type 5) affects the melting behavior. Smaller particles (Type 5) have a larger surface area and generally melt faster and with less heat input than larger particles (Type 3). If a process switches from Type 3 to Type 5 paste without adjusting the reflow profile, the faster melting can catch the flux activation off-guard, potentially causing tombstoning due to rapid, uncontrolled wetting forces.
The storage and handling of the solder paste are foundational. Paste that has been improperly thawed or has been left at room temperature for too long can separate, with the flux oil separating from the solder balls (bleeding). This results in a deposit that contains patches of pure flux and patches of pure solder. During reflow, the areas with pure flux offer no wetting force, while the solder balls melt instantly. This extreme non-uniformity is a guaranteed recipe for tombstoning. Ensuring that the paste is thoroughly mixed, used within its pot life, and stored at the correct temperature is a basic but essential process control.
Finally, the PCB substrate itself, though part of the design, interacts dynamically with the process. Warpage of the PCB during heating is a major issue for QFNs. As the board heats up, it expands and may bow. If the component is rigid and the board bows downward in the center, the ends of the component may lift off the pads. When the solder melts, the component is floating above the pads rather than sitting on them. The surface tension forces then try to pull the component down, but if the board is bowed, the component may rock back and forth, eventually settling in a tombstoned position or bridging to an adjacent pad. This is particularly problematic with large, thin PCBs or boards with a high copper content imbalance between layers. The process must account for this by using stiffeners, pallets, or optimizing the ramp rate to minimize thermally induced warpage.
In conclusion, tombstoning in QFP and QFN devices is rarely the result of a single variable. It is a symptom of an imbalance in the delicate dance of surface tension and thermal dynamics. While pad design is crucial, the manufacturing process offers numerous opportunities for this balance to be disrupted. Uneven solder paste printing creates thermal mass differentials. Inaccurate placement disrupts force equilibrium. Improper reflow profiling creates temperature gradients. Even the type of solder paste and the cleanliness of the stencil play vital roles. To effectively eliminate tombstoning, engineers must adopt a holistic approach, examining the entire process flow from paste thawing to oven cooling. By standardizing print volumes, ensuring precise placement, optimizing reflow profiles for thermal uniformity, and maintaining equipment rigorously, manufacturers can significantly reduce this persistent defect, improving yields and reliability. The key lies in consistency: ensuring that every pad receives the same amount of paste, every component is placed with the same force, and every joint melts at the same moment.