 PCB
PCB FPC
FPC Rigid-Flex
Rigid-Flex FR-4
FR-4 HDI PCB
HDI PCB Rogers High-Frequency Board
Rogers High-Frequency Board PTFE Teflon High-Frequency Board
PTFE Teflon High-Frequency Board Aluminum
Aluminum Copper Core
Copper Core PCB Assembly
PCB Assembly LED light PCBA
LED light PCBA Memory PCBA
Memory PCBA Power Supply PCBA
Power Supply PCBA New Energey PCBA
New Energey PCBA Communication PCBA
Communication PCBA Industrial Control PCBA
Industrial Control PCBA Medical Equipment PCBA
Medical Equipment PCBA Testing Service
Testing Service PCBA Testing Service
PCBA Testing Service Certification Application
Certification Application RoHS Certification Application
RoHS Certification Application REACH Certification Application
REACH Certification Application CE Certification Application
CE Certification Application FCC Certification Application
FCC Certification Application CQC Certification Application
CQC Certification Application UL Certification Application
UL Certification Application Transformers, Inductors
Transformers, Inductors High Frequency Transformers
High Frequency Transformers Low Frequency Transformers
Low Frequency Transformers High Power Transformers
High Power Transformers Conversion Transformers
Conversion Transformers Sealed Transformers
Sealed Transformers Ring Transformers
Ring Transformers Inductors
Inductors Wires,Cables Customized
Wires,Cables Customized Network Cables
Network Cables Power Cords
Power Cords Antenna Cables
Antenna Cables Coaxial Cables
Coaxial Cables Net Position Indicator
Net Position Indicator Solar AIS net position indicator
Solar AIS net position indicator Capacitors
Capacitors Connectors
Connectors Diodes
Diodes Embedded Processors & Controllers
Embedded Processors & Controllers Digital Signal Processors (DSP/DSC)
Digital Signal Processors (DSP/DSC) Microcontrollers (MCU/MPU/SOC)
Microcontrollers (MCU/MPU/SOC) Programmable Logic Device(CPLD/FPGA)
Programmable Logic Device(CPLD/FPGA) Communication Modules/IoT
Communication Modules/IoT Resistors
Resistors Through Hole Resistors
Through Hole Resistors Resistor Networks, Arrays
Resistor Networks, Arrays Potentiometers,Variable Resistors
Potentiometers,Variable Resistors Aluminum Case,Porcelain Tube Resistance
Aluminum Case,Porcelain Tube Resistance Current Sense Resistors,Shunt Resistors
Current Sense Resistors,Shunt Resistors Switches
Switches Transistors
Transistors Power Modules
Power Modules Isolated Power Modules
Isolated Power Modules AC-DC Power Modules
AC-DC Power Modules DC-AC Module(Inverter)
DC-AC Module(Inverter) RF and Wireless
RF and WirelessSolder Mask Curing Temperature-Time Matching for Hardness and Adhesion
Abstract: Curing quality of solder mask directly impacts PCB insulation, ENIG resistance, and mechanICal strength. Per IPC-SM-840E, curing must balance the temperature-time-thickness triangle to achieve hardness ≥6H (pencil test) and adhesion ≥5B (tape test). Key matching rules and failure prevention are detailed below.
1. Curing Mechanism & Core Parameters
-
Curing Chemistry:
-
LPI (Liquid Photoimageable): UV-initiated radical polymerization followed by thermal crosslinking;
-
Thermosetting: Direct epoxy crosslinking upon heating.
-
-
Parameter Standards:
Ink Type Stepped Curing Profile Total Time Thickness LPI (Green) 70℃/15min → 80℃/15min → 150℃/30min 60min 15–25μm Thermoset (Black) 80℃/20min → 150℃/40min 60min 20–35μm Flexible Ink 70℃/30min → 100℃/30min 60min 10–20μm
Note: Ramp rate ≤3℃/min (prevents bubbling); cool-down rate ≤5℃/min (prevents brittleness).
2. Temperature-Time Matching Model
-
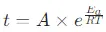
Arrhenius Equation Application:
-
t: Curing time (min)
-
T: Absolute temperature (K)
-
E_a: Activation energy (LPI≈50kJ/mol)
-
R: Gas constant (8.314J/mol·K)
e.g., at 150℃ (423K), t≈30min; at 160℃, t≈20min (efficiency↑33%)
-
-
Thickness vs. Cure Depth:
-
UV precure depth D_p ≈ 0.8×thickness (e.g., 25μm requires ≥500mJ/cm² UV);
-
Under-cured bottom layer (<80% crosslink) → ↓50% adhesion.
-
3. Quality Inspection Standards
| Property | Test Method | Class 3 Standard | Root Cause |
|---|---|---|---|
| Hardness | Pencil Hardness (JIS K5400) | ≥6H (no SCRatch) | Low temp/short time |
| Adhesion | 3M 600 Tape Peel (IPC-TM-650) | 0% loss (5B) | SuRFace contamination/undercure |
| ENIG Resistance | Immersion in ENIG solution (80℃/10min) | No blistering | Crosslink density <90% |
| Insulation | SIR Test (85℃/85%RH) | ≥10⁸Ω | Residual solvent >0.5% |
4. Process Window Optimization
-
Temperature Deviation Compensation:
-
If actual T < setpoint:
Time compensation (min) = (Set T - Actual T) × 1.5*e.g., Set 150℃ → Actual 145℃ → +7.5min*
-
-
Thickness Adjustment:
Thickness Temp Adjustment Time Adjustment <15μm -5℃ -10min >30μm +5℃ +15min -
Nitrogen Curing:
-
O₂ <500ppm increases hardness by 1 grade (e.g., 5H→6H); used for RF boards.
-
5. Failure Analysis & Corrective Actions
| Failure | Root Cause | Solution |
|---|---|---|
| Sticky Surface | Curing temp <140℃ | Increase to 150℃ + extend 10min |
| Poor Adhesion (3B) | Poor pretreatment | Add plasma clean (200W/2min) |
| Uneven Hardness | Oven ΔT >5℃ | Install air circulator (±2℃ control) |
| ENIG Blistering | Low crosslink density | Post-cure: 120℃/2h to enhance crosslinking |
Conclusion
Solder mask curing demands strict "precise temperature-sufficient time-controlled thickness":
-
General Parameters: LPI at 150℃/30min (20μm thickness), hardness ≥6H;
-
Key Measures:
-
UV precure ≥500mJ/cm² (prevents undercure),
-
Stepped ramping ≤3℃/min (prevents bubbling),
-
N₂ atmosphere (O₂<500ppm) enhances density;
-