 PCB
PCB FPC
FPC Rigid-Flex
Rigid-Flex FR-4
FR-4 HDI PCB
HDI PCB Rogers High-Frequency Board
Rogers High-Frequency Board PTFE Teflon High-Frequency Board
PTFE Teflon High-Frequency Board Aluminum
Aluminum Copper Core
Copper Core PCB Assembly
PCB Assembly LED light PCBA
LED light PCBA Memory PCBA
Memory PCBA Power Supply PCBA
Power Supply PCBA New Energey PCBA
New Energey PCBA Communication PCBA
Communication PCBA Industrial Control PCBA
Industrial Control PCBA Medical Equipment PCBA
Medical Equipment PCBA Testing Service
Testing Service PCBA Testing Service
PCBA Testing Service Certification Application
Certification Application RoHS Certification Application
RoHS Certification Application REACH Certification Application
REACH Certification Application CE Certification Application
CE Certification Application FCC Certification Application
FCC Certification Application CQC Certification Application
CQC Certification Application UL Certification Application
UL Certification Application Transformers, Inductors
Transformers, Inductors High Frequency Transformers
High Frequency Transformers Low Frequency Transformers
Low Frequency Transformers High Power Transformers
High Power Transformers Conversion Transformers
Conversion Transformers Sealed Transformers
Sealed Transformers Ring Transformers
Ring Transformers Inductors
Inductors Wires,Cables Customized
Wires,Cables Customized Network Cables
Network Cables Power Cords
Power Cords Antenna Cables
Antenna Cables Coaxial Cables
Coaxial Cables Net Position Indicator
Net Position Indicator Solar AIS net position indicator
Solar AIS net position indicator Capacitors
Capacitors Connectors
Connectors Diodes
Diodes Embedded Processors & Controllers
Embedded Processors & Controllers Digital Signal Processors (DSP/DSC)
Digital Signal Processors (DSP/DSC) Microcontrollers (MCU/MPU/SOC)
Microcontrollers (MCU/MPU/SOC) Programmable Logic Device(CPLD/FPGA)
Programmable Logic Device(CPLD/FPGA) Communication Modules/IoT
Communication Modules/IoT Resistors
Resistors Through Hole Resistors
Through Hole Resistors Resistor Networks, Arrays
Resistor Networks, Arrays Potentiometers,Variable Resistors
Potentiometers,Variable Resistors Aluminum Case,Porcelain Tube Resistance
Aluminum Case,Porcelain Tube Resistance Current Sense Resistors,Shunt Resistors
Current Sense Resistors,Shunt Resistors Switches
Switches Transistors
Transistors Power Modules
Power Modules Isolated Power Modules
Isolated Power Modules AC-DC Power Modules
AC-DC Power Modules DC-AC Module(Inverter)
DC-AC Module(Inverter) RF and Wireless
RF and WirelessSMT BGA Solder Joint Quality Inspection Technology (Part 1)
2025-04-25
BGA in the development of assembly processes or as an audit mechanism during production, and the inspection techniques used at different stages. The following table provides some recommendations on the applICability of inspection methods.
| Method | Process Development | In - line Production | Failure Analysis | Process Audit | NPI or Small - batch Production |
|---|---|---|---|---|---|
| Optical Inspection | Excellent | Good | Excellent | Good | Good |
| Manual X - ray | Excellent | Good | Excellent | Good | Excellent |
| Automatic Transmission X - ray | Excellent | Excellent | Good | Good | Good |
| Automatic Cross - sectional X - ray | Excellent | Excellent | Excellent | Good | Good |
| Scanning Acoustic Microscope | Excellent | Fair | Good | Good | Fair |
| Gap Height Measurement | Fair | Fair | Good | Good | Fair |
| Automatic Optical Inspection | Solder Paste Volume | Component Identification, Solder Paste Volume | Not Applicable | Component Identification, Solder Paste Volume | Component Identification, Solder Paste Volume |
| Destructive Analysis | Good | Poor | Excellent | Fair | Fair |
I. X - ray
X - ray inspection is typically used when solder joints are highly obscured and out of sight, and when a large number of solder joints are untestable. Examples of untestable solder joints are redundant connections and back - to - back BGAs, where the vias in the BGA fan - out are difficult to access and there is not enough space to set additional test points. The X - ray method can serve as a supplement to the selected testing process and provide rapid feedback to the production line. Depending on the capabilities of the X - ray system used, X - rays can detect soldering - related defects such as bridging, open solder joints, insufficient solder, and excessive solder. Other defects such as missing solder balls, misalignment, and the popcorn effect in the package can also be identified. In addition to defect detection, X - rays can also provide trend analysis of solder volume and solder joint shape. X - ray is the only non - destructive method for detecting voids in BGA solder joints.
Figure 1 below shows the principle of an X - ray device using X - rays above the sample under test; in some devices, the X - ray tube is below the sample or at an angle to the sample. The general features given in this figure are applicable to most X - ray systems. X - ray inspection has become a recognized tool for evaluating and analyzing solder joints and for monitoring the reflow soldering process. X - ray inspection technology can be most effectively applied by understanding the principles of X - ray image acquisition.
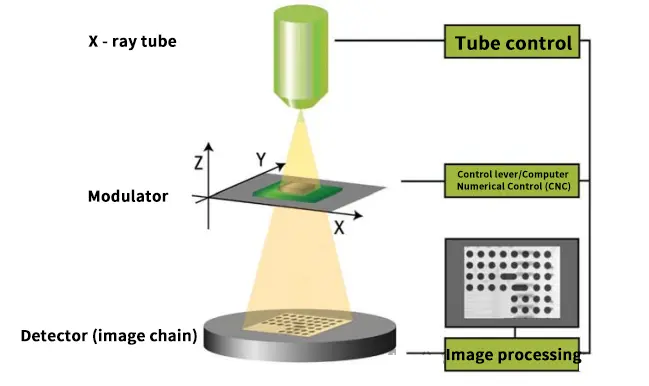
Figure 1: Principle of X - ray Device
X - rays are effective in confirming the integrity of BGA solder bonds and in monitoring the reflow soldering process. The following knowledge can be used to most effectively apply X - ray inspection technology:
X - rays are effective in confirming the integrity of BGA solder bonds and in monitoring the reflow soldering process. The following knowledge can be used to most effectively apply X - ray inspection technology:
- Principles of X - ray image acquisition
- X - ray image analysis (based on the reflow soldering process)
When using X - rays, it is necessary to pay attention to over - exposure of vulnerable materials or components. Figure 2 below shows the X - ray image characteristics of voids in the BGA connection inteRFace or missing solder balls.
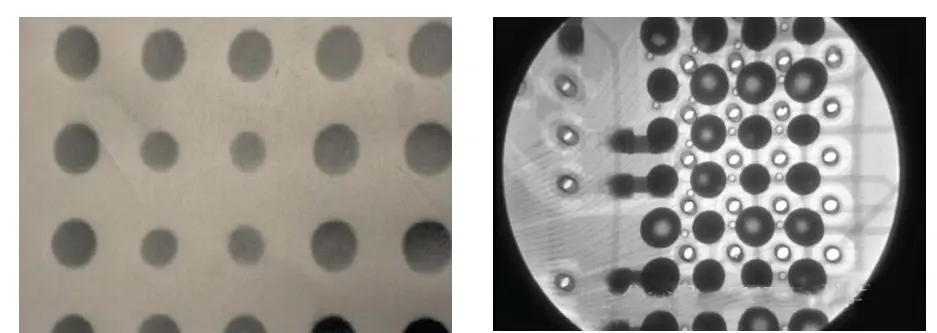
Figure 2: X - ray Image Characteristics of Voids in BGA Connection Interface or Missing Solder Balls