PCB
PCB FPC
FPC Rigid-Flex
Rigid-Flex FR-4
FR-4 HDI PCB
HDI PCB Rogers High-Frequency Board
Rogers High-Frequency Board PTFE Teflon High-Frequency Board
PTFE Teflon High-Frequency Board Aluminum
Aluminum Copper Core
Copper Core PCB Assembly
PCB Assembly LED light PCBA
LED light PCBA Memory PCBA
Memory PCBA Power Supply PCBA
Power Supply PCBA New Energey PCBA
New Energey PCBA Communication PCBA
Communication PCBA Industrial Control PCBA
Industrial Control PCBA Medical Equipment PCBA
Medical Equipment PCBA Testing Service
Testing Service PCBA Testing Service
PCBA Testing Service Certification Application
Certification Application RoHS Certification Application
RoHS Certification Application REACH Certification Application
REACH Certification Application CE Certification Application
CE Certification Application FCC Certification Application
FCC Certification Application CQC Certification Application
CQC Certification Application UL Certification Application
UL Certification Application Transformers, Inductors
Transformers, Inductors High Frequency Transformers
High Frequency Transformers Low Frequency Transformers
Low Frequency Transformers High Power Transformers
High Power Transformers Conversion Transformers
Conversion Transformers Sealed Transformers
Sealed Transformers Ring Transformers
Ring Transformers Inductors
Inductors Wires,Cables Customized
Wires,Cables Customized Network Cables
Network Cables Power Cords
Power Cords Antenna Cables
Antenna Cables Coaxial Cables
Coaxial Cables Net Position Indicator
Net Position Indicator Solar AIS net position indicator
Solar AIS net position indicator Capacitors
Capacitors Connectors
Connectors Diodes
Diodes Embedded Processors & Controllers
Embedded Processors & Controllers Digital Signal Processors (DSP/DSC)
Digital Signal Processors (DSP/DSC) Microcontrollers (MCU/MPU/SOC)
Microcontrollers (MCU/MPU/SOC) Programmable Logic Device(CPLD/FPGA)
Programmable Logic Device(CPLD/FPGA) Communication Modules/IoT
Communication Modules/IoT Resistors
Resistors Through Hole Resistors
Through Hole Resistors Resistor Networks, Arrays
Resistor Networks, Arrays Potentiometers,Variable Resistors
Potentiometers,Variable Resistors Aluminum Case,Porcelain Tube Resistance
Aluminum Case,Porcelain Tube Resistance Current Sense Resistors,Shunt Resistors
Current Sense Resistors,Shunt Resistors Switches
Switches Transistors
Transistors Power Modules
Power Modules Isolated Power Modules
Isolated Power Modules AC-DC Power Modules
AC-DC Power Modules DC-AC Module(Inverter)
DC-AC Module(Inverter) RF and Wireless
RF and Wireless(I)What are the welding defects of SMT BGA?
What are the welding defects of SMT BGA? Analysis of Defect Causes and Improvement Countermeasures
I. Solder Bridging
Solder bridging is unacceptable. ElectrICal testing, optical inspection (endoscopy), or X-ray inspection are necessary for detecting solder bridging. Poor solder paste printing, component placement deviation, manual "twisting" after placement, and solder splashing during reflow soldering are typical causes of solder bridging. For the gap between two substrates, large solder balls can also cause bridging.
II. Cold Solder Joints
The reflow soldering profile should reach a sufficiently high temperature to ensure complete melting of the solder and good wetting of the land suRFace. Cold solder joints can weaken mechanical integrity, leading to electrical failure or intermittent functional failure. Optical inspection after sectioning is the best method for inspecting cold solder joints.
III. Open Solder Joints
Opens are also unacceptable. Electrical testing, optical inspection (endoscopy), or X-ray inspection are necessary for detecting open solder joints. Poor solder paste printing, component placement deviation, and manual "twisting" after placement are typical assembly-related causes of open solder joints. Coplanarity issues and substrate solderability problems can also lead to opens. Excessive mechanical stress can also cause solder joint cracks, resulting in opens.
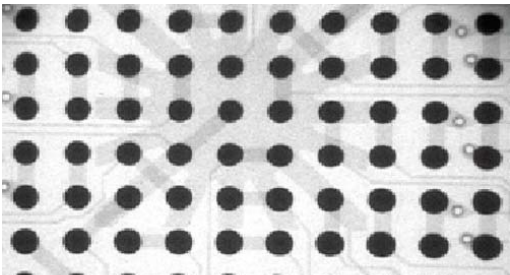
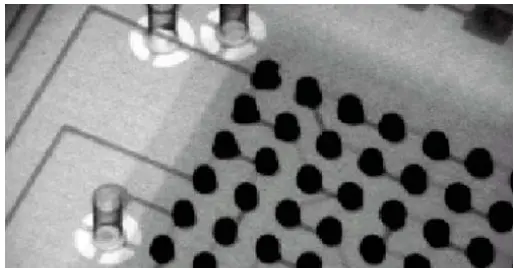
IV. Inadequate/Uneven Heating
A common process issue is inadequate or uneven heating of BGA, which is common during rework but can also be seen in the production of multilayer boards with a large number of ground and power planes. When shielding components are located on the back side near the BGA position, such issues can also occur in double-sided boards. This problem occurs if a thermal conductor conducts heat away from the BGA before complete reflow occurs. The characteristics of this issue in X-ray images are variations in the size of solder balls at different locations under the package. Inadequate heating in X-ray images usually shows partial reflow of a small portion of the solder balls in the center or on one side of the package. Inadequate heating can also manifest as a rough appearance of these solder balls, indicating that only part of the solder has reflowed, without sufficient reflow time for the land to be completely wetted and the solder balls to collapse into ideal spheres. Offset of solder balls relative to the lands is also a sign of inadequate heating, and the X-ray image of solder ball offset is characterized by elongated solder balls with no consistent direction of offset. X-ray inspection at a 45° angle is also a useful technique for locating features related to inadequate heating or non-wetting. Solder balls should be in contact with and completely wet the lands to form smooth pillars. Features related to inadequate heating include incomplete wetting of the lands or elongated solder joint images, indicating that the solder balls and solder paste have not fused together to form a single solder joint (see Figures 1 and 2).