PCB
PCB FPC
FPC Rigid-Flex
Rigid-Flex FR-4
FR-4 HDI PCB
HDI PCB Rogers High-Frequency Board
Rogers High-Frequency Board PTFE Teflon High-Frequency Board
PTFE Teflon High-Frequency Board Aluminum
Aluminum Copper Core
Copper Core PCB Assembly
PCB Assembly LED light PCBA
LED light PCBA Memory PCBA
Memory PCBA Power Supply PCBA
Power Supply PCBA New Energey PCBA
New Energey PCBA Communication PCBA
Communication PCBA Industrial Control PCBA
Industrial Control PCBA Medical Equipment PCBA
Medical Equipment PCBA Testing Service
Testing Service PCBA Testing Service
PCBA Testing Service Certification Application
Certification Application RoHS Certification Application
RoHS Certification Application REACH Certification Application
REACH Certification Application CE Certification Application
CE Certification Application FCC Certification Application
FCC Certification Application CQC Certification Application
CQC Certification Application UL Certification Application
UL Certification Application Transformers, Inductors
Transformers, Inductors High Frequency Transformers
High Frequency Transformers Low Frequency Transformers
Low Frequency Transformers High Power Transformers
High Power Transformers Conversion Transformers
Conversion Transformers Sealed Transformers
Sealed Transformers Ring Transformers
Ring Transformers Inductors
Inductors Wires,Cables Customized
Wires,Cables Customized Network Cables
Network Cables Power Cords
Power Cords Antenna Cables
Antenna Cables Coaxial Cables
Coaxial Cables Net Position Indicator
Net Position Indicator Solar AIS net position indicator
Solar AIS net position indicator Capacitors
Capacitors Connectors
Connectors Diodes
Diodes Embedded Processors & Controllers
Embedded Processors & Controllers Digital Signal Processors (DSP/DSC)
Digital Signal Processors (DSP/DSC) Microcontrollers (MCU/MPU/SOC)
Microcontrollers (MCU/MPU/SOC) Programmable Logic Device(CPLD/FPGA)
Programmable Logic Device(CPLD/FPGA) Communication Modules/IoT
Communication Modules/IoT Resistors
Resistors Through Hole Resistors
Through Hole Resistors Resistor Networks, Arrays
Resistor Networks, Arrays Potentiometers,Variable Resistors
Potentiometers,Variable Resistors Aluminum Case,Porcelain Tube Resistance
Aluminum Case,Porcelain Tube Resistance Current Sense Resistors,Shunt Resistors
Current Sense Resistors,Shunt Resistors Switches
Switches Transistors
Transistors Power Modules
Power Modules Isolated Power Modules
Isolated Power Modules AC-DC Power Modules
AC-DC Power Modules DC-AC Module(Inverter)
DC-AC Module(Inverter) RF and Wireless
RF and WirelessPreventing Thermal Damage to Adjacent Components During Rework of Ultra-Fine Pitch (<0.2mm) Devices
1. Core Thermal Management Strategies
-
Localized Temperature Control:
-
MICro nozzles (ID≤0.5mm) or pulsed laser heating (spot accuracy ±0.05mm)
-
Heat Affected Zone (HAZ) confined within 0.15mm of target component
-
-
Temperature Gradient Design:
-
Target component ramp rate: 3~5°C/s, adjacent component ΔT≤60°C (verified)
-
2. Physical Isolation Techniques
| Protection Method | Implementation | Effectiveness |
|---|---|---|
| Heat Shields | Custom Kovar alloy cover (0.1mm thick) | Reduce adjacent ΔT 40~50°C |
| Phase-Change Material | Bismuth-based alloy coating (mp 138°C) | Absorb >80J/g peak heat |
| Thermal Barriers | High-λ silicone (5 W/mK) injection | Thermal resistance 3~5× |
3. Process Parameter Optimization
-
Equipment Setup:
-
Bottom preheater: 150°C (prevent PCB warpage)
-
Top heater: 280°C±5°C (duration≤15s)
-
-
Gas Control:
-
Nitrogen environment (O₂<100ppm), flow 0.5~1 L/min
-
Vacuum nozzle synchronization (-5kPa) to prevent splashing
-
4. Real-Time Monitoring
| Parameter | Instrument | Specification |
|---|---|---|
| Target Temp | SWIR thermal imager (3μm) | ±2°C @ 0.1mm resolution |
| Adjacent Temp | Micro-thermocouple (Φ0.05mm) | 0.1s response time |
| Solder State | High-speed camera (1000fps) | 5μm/pixel resolution |
5. Failure Prevention
-
Thermal-Sensitive Component Protection:
-
Attach copper heatsinks (0.2mm thick, ≥1.5× component area) to nearby MLCCs
-
Cover crystals with silica aerogel (λ=0.02 W/mK)
-
-
Solder Selection:
-
Use low-melting SAC305 (217°C) or indium alloys (118°C)
-
Avoid bismuth-containing pastes (embrittlement risk)
-
6. Post-Rework Validation
| Test | Criterion | Method |
|---|---|---|
| Electrical Function | Parameter drift ≤±5% | IV curve test |
| Microstructure | No grain growth/IMC thickening | SEM/EDX analysis |
| Mechanical Strength | Shear force ≥85% of original | JESD22-B117 test |
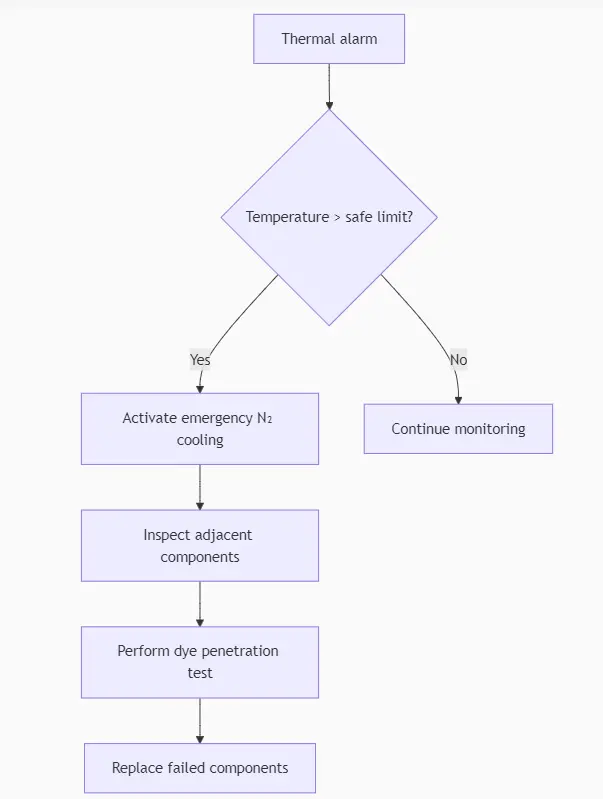
7. Emergency Protocol