 PCB
PCB FPC
FPC Rigid-Flex
Rigid-Flex FR-4
FR-4 HDI PCB
HDI PCB Rogers High-Frequency Board
Rogers High-Frequency Board PTFE Teflon High-Frequency Board
PTFE Teflon High-Frequency Board Aluminum
Aluminum Copper Core
Copper Core PCB Assembly
PCB Assembly LED light PCBA
LED light PCBA Memory PCBA
Memory PCBA Power Supply PCBA
Power Supply PCBA New Energey PCBA
New Energey PCBA Communication PCBA
Communication PCBA Industrial Control PCBA
Industrial Control PCBA Medical Equipment PCBA
Medical Equipment PCBA Testing Service
Testing Service PCBA Testing Service
PCBA Testing Service Certification Application
Certification Application RoHS Certification Application
RoHS Certification Application REACH Certification Application
REACH Certification Application CE Certification Application
CE Certification Application FCC Certification Application
FCC Certification Application CQC Certification Application
CQC Certification Application UL Certification Application
UL Certification Application Transformers, Inductors
Transformers, Inductors High Frequency Transformers
High Frequency Transformers Low Frequency Transformers
Low Frequency Transformers High Power Transformers
High Power Transformers Conversion Transformers
Conversion Transformers Sealed Transformers
Sealed Transformers Ring Transformers
Ring Transformers Inductors
Inductors Wires,Cables Customized
Wires,Cables Customized Network Cables
Network Cables Power Cords
Power Cords Antenna Cables
Antenna Cables Coaxial Cables
Coaxial Cables Net Position Indicator
Net Position Indicator Solar AIS net position indicator
Solar AIS net position indicator Capacitors
Capacitors Connectors
Connectors Diodes
Diodes Embedded Processors & Controllers
Embedded Processors & Controllers Digital Signal Processors (DSP/DSC)
Digital Signal Processors (DSP/DSC) Microcontrollers (MCU/MPU/SOC)
Microcontrollers (MCU/MPU/SOC) Programmable Logic Device(CPLD/FPGA)
Programmable Logic Device(CPLD/FPGA) Communication Modules/IoT
Communication Modules/IoT Resistors
Resistors Through Hole Resistors
Through Hole Resistors Resistor Networks, Arrays
Resistor Networks, Arrays Potentiometers,Variable Resistors
Potentiometers,Variable Resistors Aluminum Case,Porcelain Tube Resistance
Aluminum Case,Porcelain Tube Resistance Current Sense Resistors,Shunt Resistors
Current Sense Resistors,Shunt Resistors Switches
Switches Transistors
Transistors Power Modules
Power Modules Isolated Power Modules
Isolated Power Modules AC-DC Power Modules
AC-DC Power Modules DC-AC Module(Inverter)
DC-AC Module(Inverter) RF and Wireless
RF and WirelessPCB Hole Tolerance Design for Press-Fit Connector Assembly
Introduction
Press-fit Connectors, valued for solderless reliability, are widely used in automotive and industrial electronics. Their electrical connection relies on elastic deformation between metal pins and plated through holes (PTHs), where hole tolerance design critically impacts insertion force, contact resistance, and long-term durability. This article systematically explains design principles and validation methods from mechanical inteRFerence theory, material compatibility, and manufacturing perspectives.
1. Working Principles and Design Requirements
1.1 Mechanical Interference Mechanism
The interference () between pin and hole is calculated as:
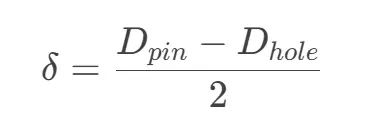
where:
-
: Nominal pin diameter (including plating, e.g., Sn or Au)
-
: PCB drilled hole diameter (post-plating)
Typical interference ranges from 0.05-0.15mm. Insufficient interference causes poor contact, while excessive values risk PCB delamination.
1.2 Key Performance Metrics
-
Insertion force: Proportional to interference, typically <50N/pin;
-
Contact resistance: <10mΩ (per IEC 60512);
-
Retention force: Axial pull force >20N (vibration resistance).
2. PCB Hole Tolerance Design Guidelines
2.1 Baseline Hole Diameter Calculation
Determine nominal hole diameter () from connector datasheets:
Example: For an automotive connector with and :
2.2 Tolerance Band Allocation
Considering PCB drilling tolerance (±0.05mm) and pin diameter variation (±0.02mm), total tolerance bandwidth () should satisfy:
Asymmetric tolerance is recommended (Figure 2):
-
Upper limit: +0.03mm (prevent over-interference)
-
Lower limit: -0.07mm (compensate copper plating)
3. Material and Process Considerations
3.1 PCB Substrate Selection
-
High-Tg materials: FR-4 Tg≥170℃ minimizes hole deformation under thermal cycling;
-
Copper thickness control: 25-35μm plating thickness balances mechanical strength and hole size.
3.2 Critical Manufacturing Processes
-
Drilling precision: Laser drilling (±0.025mm) or mechanical drilling (±0.05mm);
-
Plating uniformity: Pulse plating ensures ≤±5% thickness variation;
-
Deburring: Chemical etching or plasma cleaning achieves hole edge R-angle <0.02mm.
4. Validation and Testing Methods
4.1 Mechanical Simulation
-
FEA model (Figure 3):
-
Pin material: Phosphor bronze (E=110GPa);
-
PCB substrate: Anisotropic composite (E_z=6GPa);
-
-
Outputs:
-
Max stress <200MPa (avoid FR-4 cracking);
-
Plastic deformation rate <5% (elastic contact).
-
4.2 Physical Testing
-
Insertion force profiling: Monitor force-displacement curve for smooth transitions;
-
Micro-ohm testing: Measure inter-pin resistance (std. deviation <0.5mΩ);
-
Thermal shock testing: -40℃~+125℃ for 1000 cycles, hole diameter change <2%.
5. Case Study: Automotive BMS Design
Parameters for a battery management system:
-
Connector: TE 3-1773830-2 (pin Ø1.6mm);
-
PCB hole: 1.42±0.04mm (post-plating 1.38-1.46mm);
-
Results: 28N/pin insertion force, <3% resistance increase after 200 mating cycles.