 PCB
PCB FPC
FPC Rigid-Flex
Rigid-Flex FR-4
FR-4 HDI PCB
HDI PCB Rogers High-Frequency Board
Rogers High-Frequency Board PTFE Teflon High-Frequency Board
PTFE Teflon High-Frequency Board Aluminum
Aluminum Copper Core
Copper Core PCB Assembly
PCB Assembly LED light PCBA
LED light PCBA Memory PCBA
Memory PCBA Power Supply PCBA
Power Supply PCBA New Energey PCBA
New Energey PCBA Communication PCBA
Communication PCBA Industrial Control PCBA
Industrial Control PCBA Medical Equipment PCBA
Medical Equipment PCBA Testing Service
Testing Service PCBA Testing Service
PCBA Testing Service Certification Application
Certification Application RoHS Certification Application
RoHS Certification Application REACH Certification Application
REACH Certification Application CE Certification Application
CE Certification Application FCC Certification Application
FCC Certification Application CQC Certification Application
CQC Certification Application UL Certification Application
UL Certification Application Transformers, Inductors
Transformers, Inductors High Frequency Transformers
High Frequency Transformers Low Frequency Transformers
Low Frequency Transformers High Power Transformers
High Power Transformers Conversion Transformers
Conversion Transformers Sealed Transformers
Sealed Transformers Ring Transformers
Ring Transformers Inductors
Inductors Wires,Cables Customized
Wires,Cables Customized Network Cables
Network Cables Power Cords
Power Cords Antenna Cables
Antenna Cables Coaxial Cables
Coaxial Cables Net Position Indicator
Net Position Indicator Solar AIS net position indicator
Solar AIS net position indicator Capacitors
Capacitors Connectors
Connectors Diodes
Diodes Embedded Processors & Controllers
Embedded Processors & Controllers Digital Signal Processors (DSP/DSC)
Digital Signal Processors (DSP/DSC) Microcontrollers (MCU/MPU/SOC)
Microcontrollers (MCU/MPU/SOC) Programmable Logic Device(CPLD/FPGA)
Programmable Logic Device(CPLD/FPGA) Communication Modules/IoT
Communication Modules/IoT Resistors
Resistors Through Hole Resistors
Through Hole Resistors Resistor Networks, Arrays
Resistor Networks, Arrays Potentiometers,Variable Resistors
Potentiometers,Variable Resistors Aluminum Case,Porcelain Tube Resistance
Aluminum Case,Porcelain Tube Resistance Current Sense Resistors,Shunt Resistors
Current Sense Resistors,Shunt Resistors Switches
Switches Transistors
Transistors Power Modules
Power Modules Isolated Power Modules
Isolated Power Modules AC-DC Power Modules
AC-DC Power Modules DC-AC Module(Inverter)
DC-AC Module(Inverter) RF and Wireless
RF and WirelessKey Points of Process Control in SMT Solder Paste Printing Process
2025-03-15
I. Solder Paste Usage Control

- Follow the first - in - first - out principle. After the solder paste arrives at the factory, immediately affix the "Solder Paste Usage Control Label" and store it in a refrigerator at 2 - 8°C. Use the solder paste according to the expiration date in sequence. Take the solder paste with a smaller number first. Let the solder paste warm up in a moisture - proof box for more than 4 hours before use. Fill in the solder paste control form when taking the solder paste.
II. Refrigerator Temperature Control
- The refrigerator temperature should be maintained at 2 - 8°C. When the temperature is abnormal, handle the situation and fill in the "Refrigerator Temperature Abnormality Handling Record Form".
III. Solder Paste Addition Control
- Preset the number of machine printing times based on the amount of solder paste used for a single panel of a specifIC model. Add solder paste as required, confirm the solder amount, and fill in the "Solder Paste Inspection & Addition Record Form".
- Keep the plastic mixing blade for adding solder paste clean.
- Use the opened solder paste within 24 hours. Unopened solder paste can be stored in an indoor environment for a maximum of < 1 month. Discard it if it exceeds the storage time.
IV. Stencil Control
- Stencil Cleaning: Clean the stencil before going online, every 6 hours during use, and when the production line stops for a cumulative 30 minutes.
- Stencil Cleaning Inspection: Inspect the stencil after cleaning to ensure there is no solder paste residue on the hole walls and no damage to the stencil.
- Tension Control: Measure the tension with a tension meter after each cleaning when going online and offline. The tension should be ≤ - 0.21mm or ≥ 32N/cm.
- Stencil SCRap Control: Scrap the stencil when it reaches a cumulative 150,000 times of use (calculated by PCS/use) or is damaged.
- Stencil Cleaning Process: Control the entry and exit of stencils using the MES system.
V. PCB Positioning Adjustment
When changing the production line, refer to the flow direction, size, etc. in the production data folder. Properly clamp and support the PCB.
VI. Squeegee Control
- Squeegee Management: Use the MES system to control all operations when the squeegee goes online and offline.
- Cleaning and Adjustment: Clean the squeegee after it goes offline. Check for any damage after cleaning.
- Scrap Control: Replace the squeegee with a new one after a cumulative 150,000 times of use (or when it is damaged).
VII. PCB Cleaning
Clean the PCB that needs to be cleaned due to abnormal printing/dispensing, machine breakdown, or other unexpected reasons. Also, clean the PCB that has been printed with solder paste and has been idle for more than 4 hours without going through the reflow soldering process. (Note: Do not directly clean OSP boards with alcohol.)
VIII. Solder Paste Printing Control
When changing the production line, refer to the settings in the production data folder and confirm the following printing quality:
- The SPI machine automatically detects (thickness, area, volume, short - circuit, missing printing, offset) and records each board.
- If the SPI cannot peRForm the detection due to the absence of an SPI machine or other abnormal reasons, conduct random inspections by personnel. Visually inspect the solder paste printing (no short - circuit, no missing printing, no offset or offset < 1/3 PAD), and submit a special procurement form for the process. The form will take effect and be archived after being signed by the relevant department supervisor.
- Solder Paste Thickness & Volume Control:
- Solder Paste Thickness Control Reference Range: (The SPI machine mainly controls by volume, and the thickness is for auxiliary reference.)
- a. For 0.5 mm Pitch CSP / Micro BGA: T - 0.005mm ~ T + 0.055mm
- b. For 0.5 mm Pitch QFP / QFN: T - 0.005mm ~ T + 0.055mm
- c. For 0.8 - 1.0 mm Pitch BGA/ CSP: T - 0.005mm ~ T + 0.065mm
- d. For Normal Chip (RLC and others): T - 0.005mm ~ T + 0.085mm (Remark: T = stencil thickness)
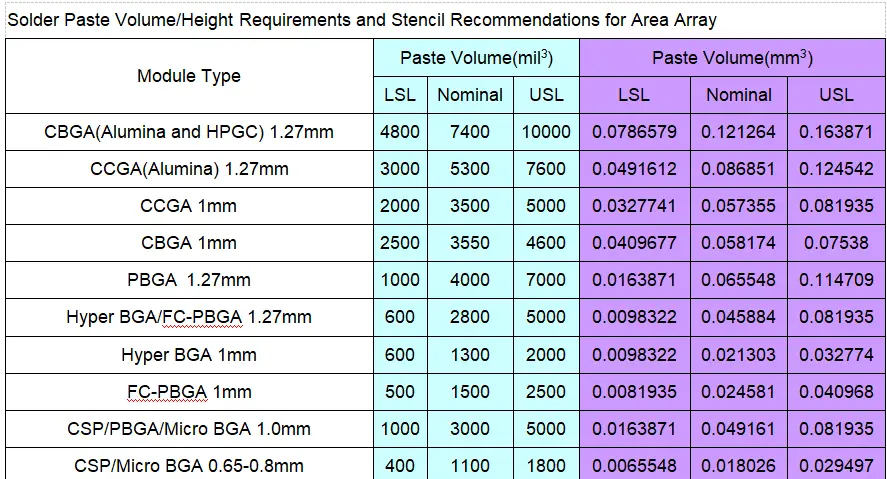
- Solder Paste Volume Control (for SPI machine measurement):
- a. For 0.5 mm Pitch CSP / Micro BGA: 0.0016387 ~ 0.008194mm³
- b. For CSP/Micro BGA 0.65 - 0.8mm: 0.0065548 ~ 0.029497mm³
- c. For CSP/PBGA/Micro BGA 1.0mm: 0.0163871 ~ 0.081935mm³
- d. Refer to the following attachment for the volume control of other components.
- Solder Paste Thickness Control Reference Range: (The SPI machine mainly controls by volume, and the thickness is for auxiliary reference.)
-
- When using the SPI to inspect the solder paste printing quality, the operator should observe and record the CPK value and average thickness every 2 hours.