 PCB
PCB FPC
FPC Rigid-Flex
Rigid-Flex FR-4
FR-4 HDI PCB
HDI PCB Rogers High-Frequency Board
Rogers High-Frequency Board PTFE Teflon High-Frequency Board
PTFE Teflon High-Frequency Board Aluminum
Aluminum Copper Core
Copper Core PCB Assembly
PCB Assembly LED light PCBA
LED light PCBA Memory PCBA
Memory PCBA Power Supply PCBA
Power Supply PCBA New Energey PCBA
New Energey PCBA Communication PCBA
Communication PCBA Industrial Control PCBA
Industrial Control PCBA Medical Equipment PCBA
Medical Equipment PCBA Testing Service
Testing Service PCBA Testing Service
PCBA Testing Service Certification Application
Certification Application RoHS Certification Application
RoHS Certification Application REACH Certification Application
REACH Certification Application CE Certification Application
CE Certification Application FCC Certification Application
FCC Certification Application CQC Certification Application
CQC Certification Application UL Certification Application
UL Certification Application Transformers, Inductors
Transformers, Inductors High Frequency Transformers
High Frequency Transformers Low Frequency Transformers
Low Frequency Transformers High Power Transformers
High Power Transformers Conversion Transformers
Conversion Transformers Sealed Transformers
Sealed Transformers Ring Transformers
Ring Transformers Inductors
Inductors Wires,Cables Customized
Wires,Cables Customized Network Cables
Network Cables Power Cords
Power Cords Antenna Cables
Antenna Cables Coaxial Cables
Coaxial Cables Net Position Indicator
Net Position Indicator Solar AIS net position indicator
Solar AIS net position indicator Capacitors
Capacitors Connectors
Connectors Diodes
Diodes Embedded Processors & Controllers
Embedded Processors & Controllers Digital Signal Processors (DSP/DSC)
Digital Signal Processors (DSP/DSC) Microcontrollers (MCU/MPU/SOC)
Microcontrollers (MCU/MPU/SOC) Programmable Logic Device(CPLD/FPGA)
Programmable Logic Device(CPLD/FPGA) Communication Modules/IoT
Communication Modules/IoT Resistors
Resistors Through Hole Resistors
Through Hole Resistors Resistor Networks, Arrays
Resistor Networks, Arrays Potentiometers,Variable Resistors
Potentiometers,Variable Resistors Aluminum Case,Porcelain Tube Resistance
Aluminum Case,Porcelain Tube Resistance Current Sense Resistors,Shunt Resistors
Current Sense Resistors,Shunt Resistors Switches
Switches Transistors
Transistors Power Modules
Power Modules Isolated Power Modules
Isolated Power Modules AC-DC Power Modules
AC-DC Power Modules DC-AC Module(Inverter)
DC-AC Module(Inverter) RF and Wireless
RF and WirelessDetection Methods for SMT Component Polarity Errors: A Comprehensive Analysis
Abstract: Reversed installation of polarized components (Diodes, electrolytic capacitors) causes circuit failure, component burnout, or even explosions. Per IPC-A-610 and J-STD-001, detection requires a three-tier system:
-
Optical Inspection (silkSCReen/marking comparison)
-
Electrical Testing (reverse leakage/ESR)
-
X-ray Verification (internal structure check)
1. Optical Inspection: Silkscreen & Marking Comparison
-
Polarity Marking Rules:
Component Anode Marking Cathode Marking Tools Diode Unmarked Band/Stripe AOI (0.01mm res.) Electrolytic Cap Long lead/"+" symbol Short lead/black "-" 20× magnifier Tantalum Cap Solid bar Unmarked side 3D SPI (height check) -
AOI Programming:
-
Feature Extraction:
-
Diode cathode band: Grayscale contrast threshold >60%
-
Cap polarity symbol: OCR accuracy ≥99.5%
-
-
Logic:
if component.type == "Diode": if cathode_band_position != design_db_position: raise PolarityError
-
2. Electrical Testing: Static Parameter Validation
-
Diode Reverse Test:
Condition Class 3 Standard Failure Sign 5V Reverse Voltage Leakage ≤0.1μA >1μA (possible breakdown) 1mA Forward Bias 0.5–0.7V (Si diode) >1V (possible open) -
Capacitor ESR Test:
-
Electrolytic cap (100μF/16V): ESR ≤1.5Ω@100kHz
-
Reversed caps show 3–5× higher ESR (e.g., reversed tantalum ESR>10Ω)
-
-
In-Circuit Test (ICT):
-
Apply 5V reverse bias across diode test points; alarm if current exceeds limit;
-
Impedance-Phase Angle Test (LCR meter): Phase shift >20° when reversed.
-
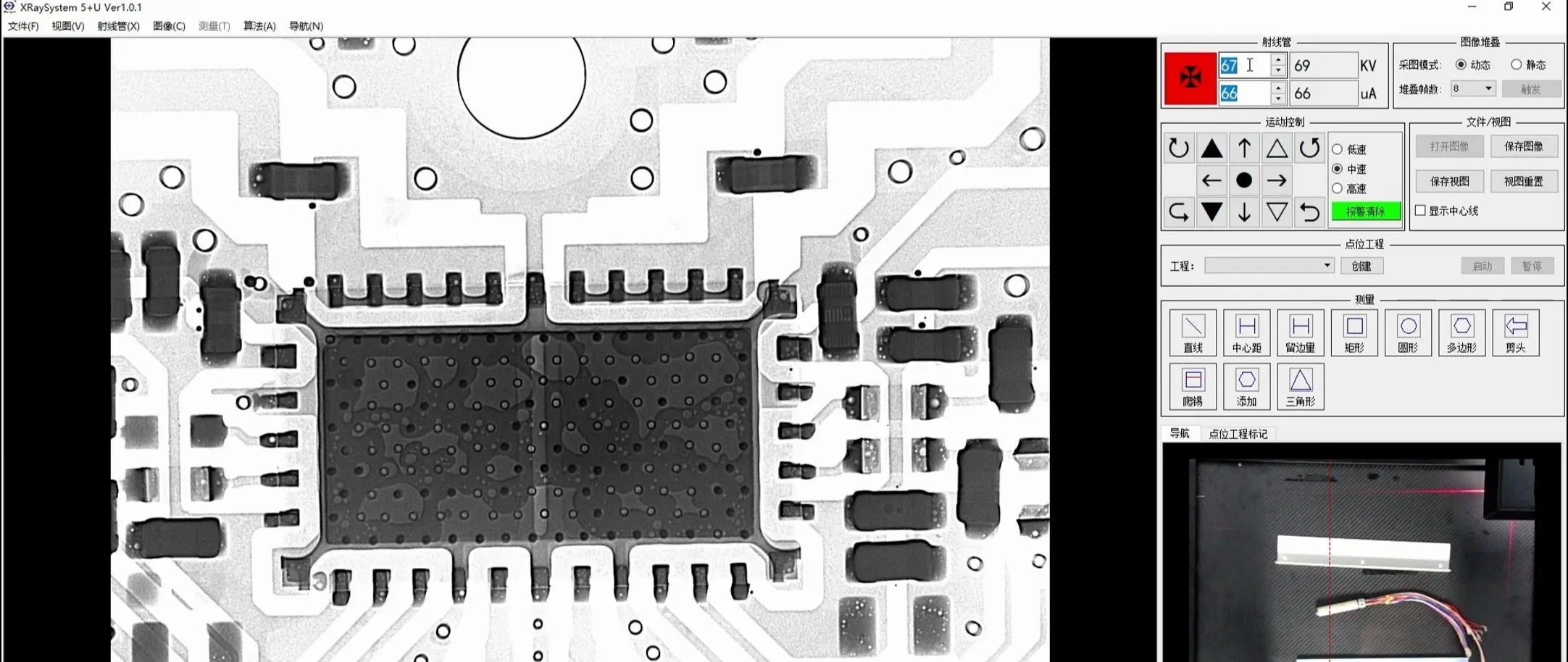
3. X-ray & Destructive Analysis
-
X-ray Inspection:
-
Diode Internal: Cathode metal area > anode (ratio 1.5:1);
-
Cap Internal: Anode foil etching grooves 30% deeper in electrolytic caps.
-
Precision: 2D X-ray res. ≤5μm; 3D CT slice thickness ≤1μm.
-
-
Destructive Verification:
-
Post-rework observation:
-
Diode chip cathode "P" mark;
-
Darker oxide layer on capacitor anode foil.
-
-
4. Error-Proof Design Optimization
-
Footprint Library:
-
Extend polarity markings by 0.3mm (prevent silkscreen misalignment coverage);
-
Unify diode cathode band orientation to +X axis (IPC-7351B).
-
-
Reflow Process:
-
Asymmetric Pads (anode pad area=1.2× cathode) leverage surface tension for self-alignment:
Anode Pad: 1.5×0.8mm Cathode Pad: 1.2×0.8mm
-
5. Failure Data & Improvement
| Stage | Error Detection Rate | Main Failure Mode | Corrective Action |
|---|---|---|---|
| AOI | 98.5% | Faded print/shadowing | Add RGB triple-light source |
| ICT | 99.2% | Poor test point contact | Dual-contact spring probes |
| X-ray | 100% | Internal defects | Monthly X-ray grayscale cal. |
Conclusion
Polarity error detection requires "optical + electrical + structural" triple-lock:
-
Tier 1: AOI strict marking comparison (band/"±" symbol), accuracy ≥99.5%;
-
Tier 2: Electrical static tests (abnormal leakage/ESR);
-
Final Tier: X-ray internal verification (anode/cathode feature ratios).
Design Redlines: -
Never use 180° symmetric pads for polarized parts;
-
Class 3 products require 100% X-ray sampling (AQL 0.65).