 PCB
PCB FPC
FPC Rigid-Flex
Rigid-Flex FR-4
FR-4 HDI PCB
HDI PCB Rogers High-Frequency Board
Rogers High-Frequency Board PTFE Teflon High-Frequency Board
PTFE Teflon High-Frequency Board Aluminum
Aluminum Copper Core
Copper Core PCB Assembly
PCB Assembly LED light PCBA
LED light PCBA Memory PCBA
Memory PCBA Power Supply PCBA
Power Supply PCBA New Energey PCBA
New Energey PCBA Communication PCBA
Communication PCBA Industrial Control PCBA
Industrial Control PCBA Medical Equipment PCBA
Medical Equipment PCBA Testing Service
Testing Service PCBA Testing Service
PCBA Testing Service Certification Application
Certification Application RoHS Certification Application
RoHS Certification Application REACH Certification Application
REACH Certification Application CE Certification Application
CE Certification Application FCC Certification Application
FCC Certification Application CQC Certification Application
CQC Certification Application UL Certification Application
UL Certification Application Transformers, Inductors
Transformers, Inductors High Frequency Transformers
High Frequency Transformers Low Frequency Transformers
Low Frequency Transformers High Power Transformers
High Power Transformers Conversion Transformers
Conversion Transformers Sealed Transformers
Sealed Transformers Ring Transformers
Ring Transformers Inductors
Inductors Wires,Cables Customized
Wires,Cables Customized Network Cables
Network Cables Power Cords
Power Cords Antenna Cables
Antenna Cables Coaxial Cables
Coaxial Cables Net Position Indicator
Net Position Indicator Solar AIS net position indicator
Solar AIS net position indicator Capacitors
Capacitors Connectors
Connectors Diodes
Diodes Embedded Processors & Controllers
Embedded Processors & Controllers Digital Signal Processors (DSP/DSC)
Digital Signal Processors (DSP/DSC) Microcontrollers (MCU/MPU/SOC)
Microcontrollers (MCU/MPU/SOC) Programmable Logic Device(CPLD/FPGA)
Programmable Logic Device(CPLD/FPGA) Communication Modules/IoT
Communication Modules/IoT Resistors
Resistors Through Hole Resistors
Through Hole Resistors Resistor Networks, Arrays
Resistor Networks, Arrays Potentiometers,Variable Resistors
Potentiometers,Variable Resistors Aluminum Case,Porcelain Tube Resistance
Aluminum Case,Porcelain Tube Resistance Current Sense Resistors,Shunt Resistors
Current Sense Resistors,Shunt Resistors Switches
Switches Transistors
Transistors Power Modules
Power Modules Isolated Power Modules
Isolated Power Modules AC-DC Power Modules
AC-DC Power Modules DC-AC Module(Inverter)
DC-AC Module(Inverter) RF and Wireless
RF and WirelessPart Two: Detailed Analysis of Lead-Free Materials and Processes for Device Solder Terminals
Part Two: Detailed Analysis of Lead-Free Materials and Processes for DevICe Solder Terminals
In electronic device manufacturing, lead-free solder terminals represent a significant trend. The use of lead in devices extends beyond just leads or solder terminals, encompassing internal processes such as chip assembly. However, here, we primarily discuss the second-level assembly technology that directly affects suRFace mount technology (SMT) users, namely the exposed solder terminals and lead portions of devices.
Device suppliers adopt two primary approaches when addressing lead-free solder terminals. One is tin (Sn)-based alloys, such as pure tin (Sn), tin-copper (SnCu), tin-bismuth (SnBi), and others. The other is tin-free alloys, such as nickel-gold (Ni/Au), palladium-nickel (PdNi), palladium (Pd), and more.
Numerous technically feasible materials have been adopted to varying degrees, including 100% Sn, SnCu, Ni/Au, AgPd, SnAg, SnBi, Ni/Pd, Pd, Ag, SnZn, Ni/Pd/Au, Au, AgPt, SnIn, and SAC. However, not all materials are equally popular. From a supply perspective, there are notable preferences differences between Western industries and Japan.
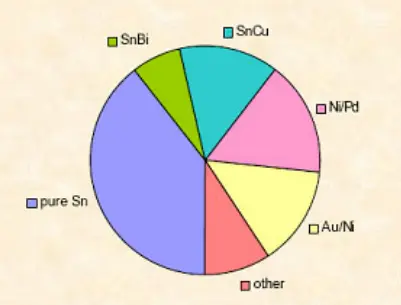
Western suppliers tend to favor 100% Sn (mostly matte tin), while Japan prefers SnBi alloys. Approximately 80% of Western suppliers offer 100% Sn as the primary plating material, while about 86% of Japanese suppliers choose SnBi. Additionally, other popular solder terminal plating materials, in order of popularity, include SnCu, Ni/Pd, Ni/Pd/Au, Ni/Au, SnAg, and SAC.
A large-scale survey of Western users in 2002 revealed these trends. In terms of performance, 100% Sn is closest to traditional tin-lead (SnPb) alloys and has a relatively low cost among lead-free materials, making it popular in the West. However, its main issues include potential risks of whisker formation and rapid intermetallic compound (IMC) growth. Despite significant experience in dealing with these issues, uncertainties remain due to incomplete understanding of the underlying mechanisms.
SAC, SnBi, and Ni/Pd/Au also perform well, but the latter is expensive and scarce due to its palladium and gold content. SnBi is not accepted in the West due to its high lead contamination risk. Ni/Au is slightly inferior to Ni/Pd/Au in wettability but has more practical usage experience. However, its cost is a factor that many customers are unwilling to accept.
SAC alloys are widely adopted (with various compositions) on spherical solder terminal devices such as BGA and CSP. Over 70% of global suppliers choose SAC as the solder terminal material. This is because packages using such solder terminal designs are often difficult to process, so choosing a material identical or very close to the solder reduces process variability. However, it's worth noting that not all users adopt SAC alloy solders, and the same solder may also cause certain process quality issues (such as porosity).
Regarding the characteristics of various popular platings:
100% Sn: Pure tin offers numerous advantages. Its wettability is better among lead-free materials, and its processability is close to SnPb alloys. The reliability of solder joints may even surpass SnPb alloys. Pure tin has no lead contamination issues, and the plating process is stable with no need for alloy composition control. Tin is abundant and relatively low in cost (actually quite close to SnPb in cost). However, pure tin platings also have quality issues such as whiskers, tin pest, and rapid IMC growth. Although the industry largely believes that matte tin can control whisker issues, the underlying mechanisms and control methods are not yet fully understood.
SnBi: This is the most popular material in the Japanese industry. It has good welding processability, extensive practical usage and production experience, and long solder joint lifespans (comparable or slightly higher than SnPb alloys). However, SnBi poses a high lead contamination risk (due to unstable quality), requires strict control of the plating process (thus increasing plating costs), and is difficult to recycle (with high costs to comply with WEEE requirements). Additionally, in wave soldering, bismuth can contaminate the tin bath, increasing the risk of pad or joint peel-off failures. Due to issues with low-melting-point IMCs (posing risks in high-temperature applications), this plating is not accepted by the automotive industry.
SnCu: Commonly used is the Sn0.7Cu alloy, primarily chosen for its low cost (about 20% higher than SnPb) and compatibility with wave soldering alloys. However, since Sn content is high, pure tin's issues and concerns also exist in this material, including whiskers, tin pest, and IMC growth. The Cu composition is sensitive to melting point temperature, so strict control of Cu composition is required during processing to avoid causing unstable process quality.
Ni/Pd and Ni/Pd/Au: These materials have a long history of practical usage and manufacturing experience (since 1989), long shelf lives (up to 8 years in test reports), good wettability and tensile strength (superior to SnPb alloys). However, palladium is naturally scarce, making it costly and unsuitable for use on 42-alloy leads (due to corrosion issues). Additionally, cracks can easily appear at bends after lead forming (although new manufacturing processes are reported to avoid this issue). The Ni layer effectively prevents Cu infiltration into Sn, thus preventing porosity issues in solder joints caused by IMCs and metal migration, which can affect joint lifespan.
Ni/Au: Ni/Au is also one of the materials with extensive usage experience, boasting good shelf lives and wettability. However, its reliability varies greatly, with the key lying in the control of plating thickness. Too thin plating reduces shelf life, while too thick plating affects joint reliability. Additionally, the high cost of Ni/Au technology is a factor hindering its widespread use.
SnAg: The Sn3.5Ag alloy is commonly used. This material has long practical experience, widespread availability, and good reliability. However, the Ag composition significantly affects the melting point temperature, and strict control of alloy composition is required during the plating process. Furthermore, the plating process is complex and not easy to handle environmentally. SnAg's wettability is inferior to SnPb and among the poorer options among the common lead-free platings introduced here. Therefore, appearance inspection standards need to be differentiated.
SAC: This material is widely used on BGA solder terminals and seems to have become the standard. Since BGA package designs are challenging in terms of welding processes, adopting a material with performance closest to the solder alloy is advantageous. Currently, most research institutions, international standards organizations, suppliers, and users favor SAC as the mainstream alloy for future reflow soldering. However, using SAC on BGAs is not without issues. For example, its melting point is the same as the solder paste alloy, raising requirements for reflow temperature profiles and solder paste formulations. Additionally, during the technology transition period, if BGA suppliers have switched to SAC materials while users have not yet entered the lead-free era (still using SnPb solder paste), SAC solder terminals may have difficulty forming good solder joints under traditional SnPb welding temperatures.
Part One: Detailed Analysis of Lead-Free Materials and Processes for Device Solder Terminals