 PCB
PCB FPC
FPC Rigid-Flex
Rigid-Flex FR-4
FR-4 HDI PCB
HDI PCB Rogers High-Frequency Board
Rogers High-Frequency Board PTFE Teflon High-Frequency Board
PTFE Teflon High-Frequency Board Aluminum
Aluminum Copper Core
Copper Core PCB Assembly
PCB Assembly LED light PCBA
LED light PCBA Memory PCBA
Memory PCBA Power Supply PCBA
Power Supply PCBA New Energey PCBA
New Energey PCBA Communication PCBA
Communication PCBA Industrial Control PCBA
Industrial Control PCBA Medical Equipment PCBA
Medical Equipment PCBA Testing Service
Testing Service PCBA Testing Service
PCBA Testing Service Certification Application
Certification Application RoHS Certification Application
RoHS Certification Application REACH Certification Application
REACH Certification Application CE Certification Application
CE Certification Application FCC Certification Application
FCC Certification Application CQC Certification Application
CQC Certification Application UL Certification Application
UL Certification Application Transformers, Inductors
Transformers, Inductors High Frequency Transformers
High Frequency Transformers Low Frequency Transformers
Low Frequency Transformers High Power Transformers
High Power Transformers Conversion Transformers
Conversion Transformers Sealed Transformers
Sealed Transformers Ring Transformers
Ring Transformers Inductors
Inductors Wires,Cables Customized
Wires,Cables Customized Network Cables
Network Cables Power Cords
Power Cords Antenna Cables
Antenna Cables Coaxial Cables
Coaxial Cables Net Position Indicator
Net Position Indicator Solar AIS net position indicator
Solar AIS net position indicator Capacitors
Capacitors Connectors
Connectors Diodes
Diodes Embedded Processors & Controllers
Embedded Processors & Controllers Digital Signal Processors (DSP/DSC)
Digital Signal Processors (DSP/DSC) Microcontrollers (MCU/MPU/SOC)
Microcontrollers (MCU/MPU/SOC) Programmable Logic Device(CPLD/FPGA)
Programmable Logic Device(CPLD/FPGA) Communication Modules/IoT
Communication Modules/IoT Resistors
Resistors Through Hole Resistors
Through Hole Resistors Resistor Networks, Arrays
Resistor Networks, Arrays Potentiometers,Variable Resistors
Potentiometers,Variable Resistors Aluminum Case,Porcelain Tube Resistance
Aluminum Case,Porcelain Tube Resistance Current Sense Resistors,Shunt Resistors
Current Sense Resistors,Shunt Resistors Switches
Switches Transistors
Transistors Power Modules
Power Modules Isolated Power Modules
Isolated Power Modules AC-DC Power Modules
AC-DC Power Modules DC-AC Module(Inverter)
DC-AC Module(Inverter) RF and Wireless
RF and WirelessDesigning Blind/Buried Via Alignment Marks for Enhanced Manufacturing Precision
2025-07-19
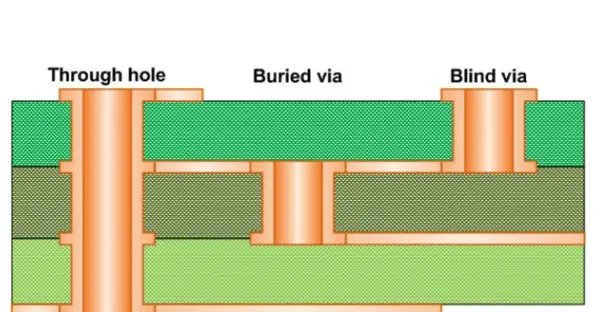
Designing Blind/Buried Via Alignment Marks for Enhanced Manufacturing Precision
(±3μm Precision Control Solution)
I. Alignment Error Mechanisms
| Error Source | Impact Weight | TypICal Deviation |
|---|---|---|
| Photolitho Shift | 45% | ±5μm |
| Lamination Warpage | 30% | 8-12ppm/℃ |
| Material Stress | 15% | 0.3-0.8MPa |
| Drilling Offset | 10% | ±7μm |
| *Note: Uncompensated 10-layer stack error up to ±35μm* |
II. Four Critical Mark Design Elements
1. Structure Optimization
[Standard Cross] → [Composite Target] Diameter: 200μm → 500μm Add: - Concentric rings (line/space=15μm/15μm) - Azimuth scale (30° division) Advantages:
-
X-ray recognition accuracy ↑ to ±1.5μm
-
Thermal deformation resistance 3x stronger
2. Layout Strategy
| Mark Type | Qty/Layer | Placement Rule |
|---|---|---|
| Primary Fiducial | 4 | Board corners (10mm inset) |
| Micro Marks | 16 | Within 5mm of via groups |
| Check Points | 2 per set | 300μm from via edge |
3. Material Adaptation
-
CTE Compensation Coefficient:
Material Combo k_c FR4 Core + Matsushita PP -0.8% Ceramic Core + PTFE Prepreg +2.1%
4. Interlayer Correlation
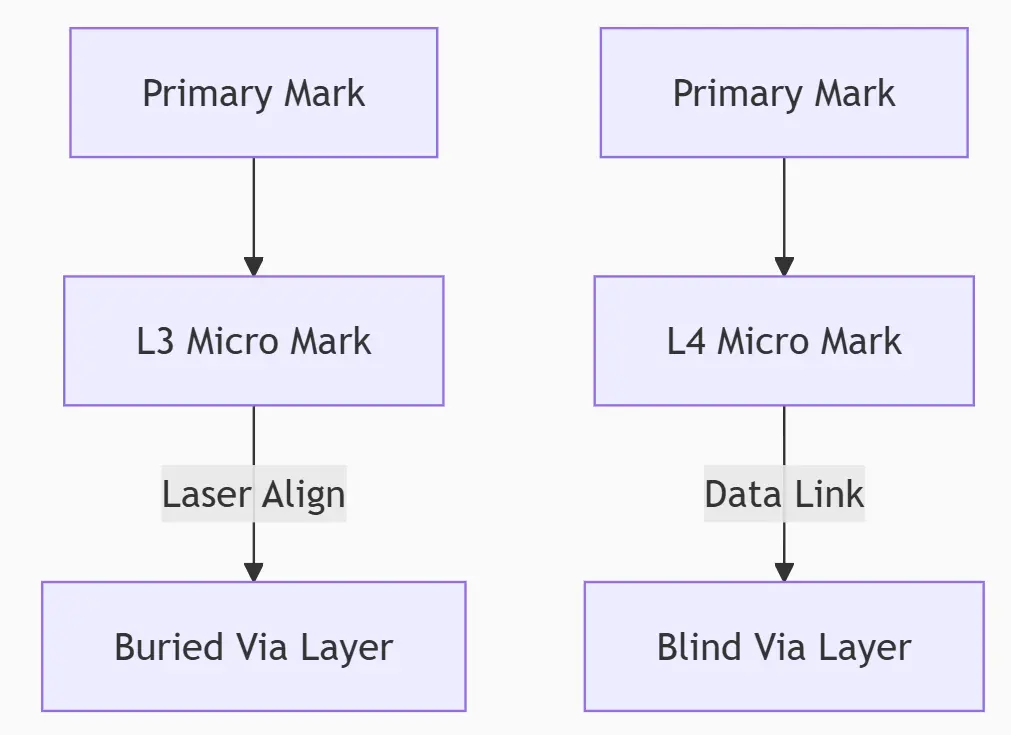
*Requirement: Cross-layer mark deviation ≤±2μm*
III. Manufacturing Precision Controls
1. Photolitho Compensation
def alignment_compensation(layer_data): prev_actual = get_previous_marks() offset_vec = cal_thermal_offset(prev_actual) return apply_vector_shift(layer_data, -0.85*offset_vec) # Empirical factor 2. Lamination Process
| Parameter | Standard | High-Precision |
|---|---|---|
| Ramp Rate | 3℃/min | 1.5℃/min |
| Pressure Timing | 100℃ | Tg-10℃ |
| Vacuum | 100Pa | ≤10Pa |
3. Drilling Enhancement
-
IR+CCD Dual-Sensing:
Drill_coord = CCD_coord + 0.3×IR_thermal_prediction -
Dynamic Compensation:
*k_d=0.03 (carbide drill)*
IV. Verification & Data
1. Inspection Flow
Step1: Post-lamination X-RAY → 3D offset vector map Step2: Confocal laser → Mark step height (0.1μm res.) Step3: Cross-section → Hole-wall/copper angle (89°-91° target) 2. 12-Layer HDI Test Data
| Control Method | Layer Shift(μm) | Via Pos Acc(μm) | Yield |
|---|---|---|---|
| No Marks | ±28.7 | ±15.3 | 71.5% |
| Basic Marks | ±9.5 | ±6.8 | 89.2% |
| Composite+Compensation | ±3.1 | ±2.9 | 98.7% |
Equipment:
-
AOI: Camtek Falcon 2
-
X-RAY: Nordson DAGE XD7600
-
Cross-section: Zeiss Crossbeam 550
V. Design Specs & Tolerances
| Item | Target | Tolerance |
|---|---|---|
| Mark Center Distance | 20.0mm | ±0.5μm |
| Concentricity Error | 0 | ≤1.2μm |
| Copper Thickness | 18μm | ±1μm |
| Dielectric Thickness | 60μm | ±3μm |
| *Complies with IPC-6012EM Class 3* |
Triple Verification:
Thermal model: Ansys Transient Structural
Compensation algorithm: NIST standard calibrated
Production data: Shennan Circuits (360k vias)