 PCB
PCB FPC
FPC Rigid-Flex
Rigid-Flex FR-4
FR-4 HDI PCB
HDI PCB Rogers High-Frequency Board
Rogers High-Frequency Board PTFE Teflon High-Frequency Board
PTFE Teflon High-Frequency Board Aluminum
Aluminum Copper Core
Copper Core PCB Assembly
PCB Assembly LED light PCBA
LED light PCBA Memory PCBA
Memory PCBA Power Supply PCBA
Power Supply PCBA New Energey PCBA
New Energey PCBA Communication PCBA
Communication PCBA Industrial Control PCBA
Industrial Control PCBA Medical Equipment PCBA
Medical Equipment PCBA Testing Service
Testing Service PCBA Testing Service
PCBA Testing Service Certification Application
Certification Application RoHS Certification Application
RoHS Certification Application REACH Certification Application
REACH Certification Application CE Certification Application
CE Certification Application FCC Certification Application
FCC Certification Application CQC Certification Application
CQC Certification Application UL Certification Application
UL Certification Application Transformers, Inductors
Transformers, Inductors High Frequency Transformers
High Frequency Transformers Low Frequency Transformers
Low Frequency Transformers High Power Transformers
High Power Transformers Conversion Transformers
Conversion Transformers Sealed Transformers
Sealed Transformers Ring Transformers
Ring Transformers Inductors
Inductors Wires,Cables Customized
Wires,Cables Customized Network Cables
Network Cables Power Cords
Power Cords Antenna Cables
Antenna Cables Coaxial Cables
Coaxial Cables Net Position Indicator
Net Position Indicator Solar AIS net position indicator
Solar AIS net position indicator Capacitors
Capacitors Connectors
Connectors Diodes
Diodes Embedded Processors & Controllers
Embedded Processors & Controllers Digital Signal Processors (DSP/DSC)
Digital Signal Processors (DSP/DSC) Microcontrollers (MCU/MPU/SOC)
Microcontrollers (MCU/MPU/SOC) Programmable Logic Device(CPLD/FPGA)
Programmable Logic Device(CPLD/FPGA) Communication Modules/IoT
Communication Modules/IoT Resistors
Resistors Through Hole Resistors
Through Hole Resistors Resistor Networks, Arrays
Resistor Networks, Arrays Potentiometers,Variable Resistors
Potentiometers,Variable Resistors Aluminum Case,Porcelain Tube Resistance
Aluminum Case,Porcelain Tube Resistance Current Sense Resistors,Shunt Resistors
Current Sense Resistors,Shunt Resistors Switches
Switches Transistors
Transistors Power Modules
Power Modules Isolated Power Modules
Isolated Power Modules AC-DC Power Modules
AC-DC Power Modules DC-AC Module(Inverter)
DC-AC Module(Inverter) RF and Wireless
RF and WirelessControl of Stress Deformation in Lamination Process for Ultra-Thin Core (<0.1mm)
1. Core Challenges
Ultra-thin cores (<0.1mm) face critICal issues during lamination:
-
Thermal stress: CTE mismatch caused by temperature gradients;
-
Mechanical stress: Non-uniform pressure distribution;
-
Residual stress: Resin shrinkage and elastic recovery;
-
Interlayer slippage: Friction mismatch at core/copper-Prepreg inteRFaces.
2. Temperature Control
-
Multi-zone dynamic heating:
Independent temperature control (±1°C) across lamination zones. For copper-core-Prepreg stacks, set core temperature 5°C higher than copper to compensate CTE. -
Ramped thermal profiles:
Heating/cooling rates ≤3°C/min and ≤2°C/min, respectively. Peak temperature ≤Tg+20°C for low-Tg materials (e.g., FR-4).
3. Pressure Optimization
-
Progressive pressure loading:
0.5 MPa (5 min) →1.5 MPa (10 min) →2.5 MPa (5 min). -
Pressure equalization:
Silicone pads (30–50 Shore A) or graphite plates to limit pressure variation to ±5%.
4. Material Engineering
-
CTE matching:
Core/copper CTE difference <5 ppm/°C (e.g., Panasonic Prepreg CTE=12 ppm/°C with rolled copper). -
Surface activation:
O₂/N₂ plasma treatment (300 W, 60 s) rAISes surface energy to 50 mN/m for better adhesion.
5. Vacuum Lamination Process
-
Vacuum control:
Primary vacuum (10–100 mbar) for macro-void removal; high vacuum (<1 mbar) held for 20–30 min. -
Resin flow management:
Low-viscosity epoxy (<1000 cP @100°C) with flow channels to prevent resin pooling.
6. Residual Stress Mitigation
-
Symmetric stack design:
Balance copper thickness (<10% asymmetry) or add PI balancing layers. -
Post-curing:
Gradual cooling (1°C/min) under 0.5 MPa to release elastic strain.
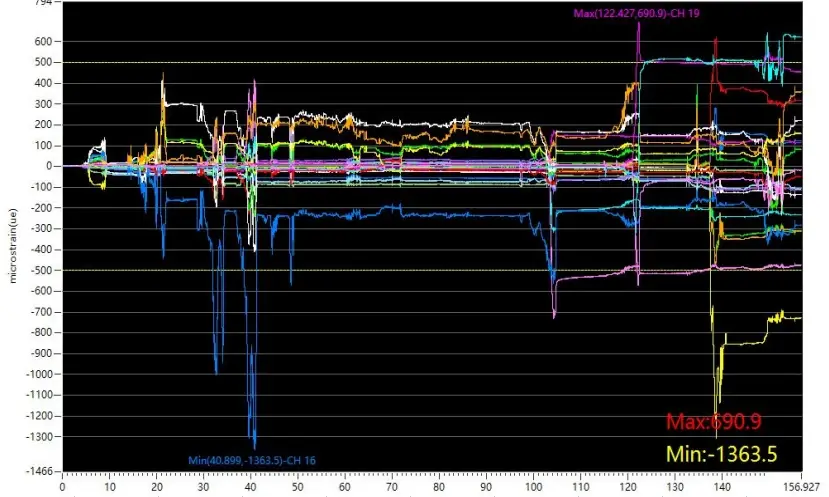
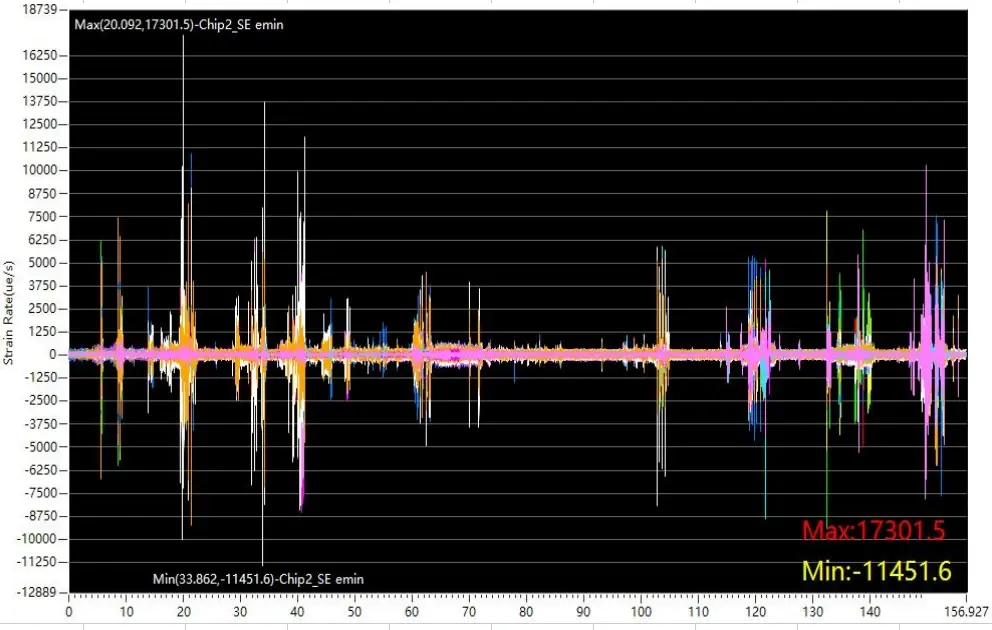
7. Real-Time Monitoring
-
FBG sensors:
Embedded fiber Bragg gratings monitor strain (1 με resolution). -
Thermal imaging:
Detect hotspots (>5°C variation) for dynamic adjustment. -
Laser profilometry:
Post-lamination warpage <0.1 mm/m.
8. Case Studies
-
Case 1: 50μm FR-4 core
-
Profile: 80°C→140°C→50°C (150 min total)
-
Results: Warpage reduced from 0.5 to 0.07 mm/m; peel strength >1.0 N/mm.
-
-
Case 2: 75μm PTFE high-frequency core
-
Ar plasma activation →220°C lamination @1.8 MPa
-
Results: Dk variation <0.02; hole positional accuracy ±25 μm.
-
9. Innovation Directions
-
Nano-cellulose reinforcement: Elastic modulus >8 GPa to prevent wrinkling.
-
Laser surface texturing: Ra=1–2 μm for mechanical interlocking on Rogers RO3000 cores.
-
AI-driven digital twins: Predictive compensation for process variations.