 PCB
PCB FPC
FPC Rigid-Flex
Rigid-Flex FR-4
FR-4 HDI PCB
HDI PCB Rogers High-Frequency Board
Rogers High-Frequency Board PTFE Teflon High-Frequency Board
PTFE Teflon High-Frequency Board Aluminum
Aluminum Copper Core
Copper Core PCB Assembly
PCB Assembly LED light PCBA
LED light PCBA Memory PCBA
Memory PCBA Power Supply PCBA
Power Supply PCBA New Energey PCBA
New Energey PCBA Communication PCBA
Communication PCBA Industrial Control PCBA
Industrial Control PCBA Medical Equipment PCBA
Medical Equipment PCBA Testing Service
Testing Service PCBA Testing Service
PCBA Testing Service Certification Application
Certification Application RoHS Certification Application
RoHS Certification Application REACH Certification Application
REACH Certification Application CE Certification Application
CE Certification Application FCC Certification Application
FCC Certification Application CQC Certification Application
CQC Certification Application UL Certification Application
UL Certification Application Transformers, Inductors
Transformers, Inductors High Frequency Transformers
High Frequency Transformers Low Frequency Transformers
Low Frequency Transformers High Power Transformers
High Power Transformers Conversion Transformers
Conversion Transformers Sealed Transformers
Sealed Transformers Ring Transformers
Ring Transformers Inductors
Inductors Wires,Cables Customized
Wires,Cables Customized Network Cables
Network Cables Power Cords
Power Cords Antenna Cables
Antenna Cables Coaxial Cables
Coaxial Cables Net Position Indicator
Net Position Indicator Solar AIS net position indicator
Solar AIS net position indicator Capacitors
Capacitors Connectors
Connectors Diodes
Diodes Embedded Processors & Controllers
Embedded Processors & Controllers Digital Signal Processors (DSP/DSC)
Digital Signal Processors (DSP/DSC) Microcontrollers (MCU/MPU/SOC)
Microcontrollers (MCU/MPU/SOC) Programmable Logic Device(CPLD/FPGA)
Programmable Logic Device(CPLD/FPGA) Communication Modules/IoT
Communication Modules/IoT Resistors
Resistors Through Hole Resistors
Through Hole Resistors Resistor Networks, Arrays
Resistor Networks, Arrays Potentiometers,Variable Resistors
Potentiometers,Variable Resistors Aluminum Case,Porcelain Tube Resistance
Aluminum Case,Porcelain Tube Resistance Current Sense Resistors,Shunt Resistors
Current Sense Resistors,Shunt Resistors Switches
Switches Transistors
Transistors Power Modules
Power Modules Isolated Power Modules
Isolated Power Modules AC-DC Power Modules
AC-DC Power Modules DC-AC Module(Inverter)
DC-AC Module(Inverter) RF and Wireless
RF and WirelessPreventing Component Shifting in Lamination of Embedded Passive Devices
Embedded passive components (EPCs, e.g., Resistors/capacitors) enable high-density PCB integration but face post-lamination shifting (>50μm) due to thermal-mechanical stresses, causing impedance mismatch and signal loss. This guide details anti-shifting strategies through material matching, structural design, and process optimization to achieve ±15μm placement accuracy.
1. Shifting Mechanisms and Key Factors
1.1 Thermo-Mechanical Model (Figure 1)
Shifting distance (Δ) during lamination:
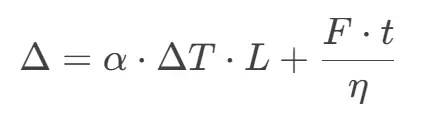
where:
-
α: CTE mismatch (target <2ppm/℃)
-
F: Resin flow shear force (dependent on viscosity η)
-
L: Component size, t: Pressure duration
1.2 Shifting Modes
-
Lateral slippage: XY-plane movement from resin flow imbalance;
-
Vertical lift: Z-axis deformation due to adhesive shrinkage;
-
Angular rotation: Common in components with aspect ratio >3.
2. Material System Optimization
2.1 CTE Matching
| Material | CTE (ppm/℃) | Application |
|---|---|---|
| FR-4 | 14-16 | General EPCs |
| Modified Epoxy | 8-10 | High-Frequency EPCs |
| LCP | 3-5 | Ultra-Thin Flex EPCs |
2.2 Adhesive Selection
-
Flowability: 500-1000cPs@150℃ (shear-thinning);
-
Cure shrinkage: <0.3% (per IPC-TM-650 2.4.41);
-
Tg: 10℃ above lamination peak temperature.
3. Anti-Shifting Structures
3.1 Mechanical Alignment (Figure 2)
-
Alignment slots:
-
Depth = 0.8×component thickness, clearance ≤10μm;
-
Chamfer radius R=0.05mm for easy insertion;
-
-
Micro-pillar arrays: φ0.2mm Cu pillars around components (0.5mm pitch) to block resin flow.
3.2 Stackup Compensation
-
Balanced layers: Add dummy components symmetrically;
-
Buffer rings: 0.1mm wide prepreg around EPCs to absorb stress.
4. Lamination Process Optimization
4.1 Temperature-Pressure Profile (Figure 3)
-
Staged heating:
-
Phase 1: 80℃→100℃@2℃/min, 0.5MPa pre-cure;
-
Phase 2: 100℃→180℃@1℃/min, 2.0MPa pressing;
-
-
Controlled cooling: 1℃/min cooling to 60℃ under pressure.
4.2 Vacuum Assistance
-
Multi-stage vacuum:
-
Initial: -90kPa for macro-void removal;
-
Pressing: -50kPa for stable resin flow;
-
-
Vacuum delay: 10min pre-pressurization to reduce porosity.
5. Inspection and Correction
5.1 In-line Monitoring
-
X-ray imaging: 5μm resolution for real-time feedback;
-
FBG sensors: Embedded strain monitoring (±2με accuracy).
5.2 Shifting Compensation
-
Laser adjustment: Local heating (10W, 50μm spot) for thermal realignment;
-
Conductive adhesive repair: Nano-silver paste (20nm particles) fills gaps.
6. Case Studies and Data
6.1 5G mmWave Antenna Module
-
Component: 0402 embedded resistor (100Ω), 0.5×0.25mm;
-
Results:
Metric Conventional Optimized Avg. shift 42μm 12μm Impedance error 8% 1.5% 28GHz RL -18dB -25dB
6.2 Reliability Tests
-
Thermal cycling: -55℃~125℃, 1000 cycles, <3μm shift increment;
-
Humidity aging: 85℃/85%RH, 500h, no delamination.
Conclusion
Coordinated CTE design, alignment structures, and precision lamination processes effectively suppress EPC shifting, meeting stringent tolerances for high-frequency circuits.